")

22757
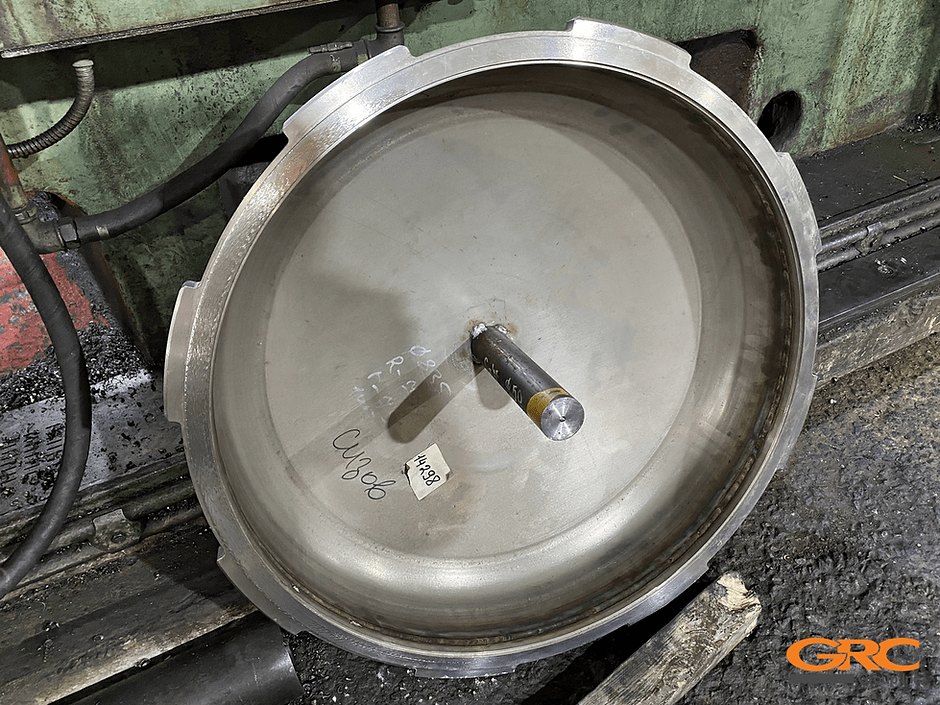
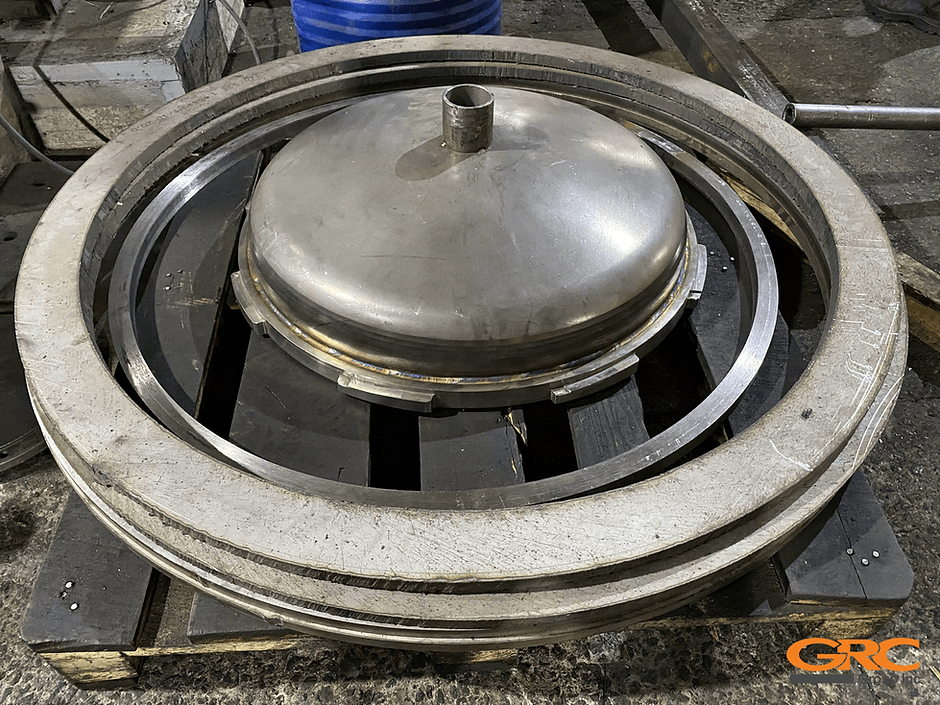
У нашего заказчика возникла следующая проблема:
Во время сварочных работ, при монтаже технологических соединений крышки вакуумного диссольвера, повело конструкцию.
Необходимо добиться плотного прилегания поверхностей.
Крышку доставили в наше производство.
Токарная обработка крышки выполняется на станке ДИП-500.
Выставляем, центруем и дефектуем дорабатываемый элемент.
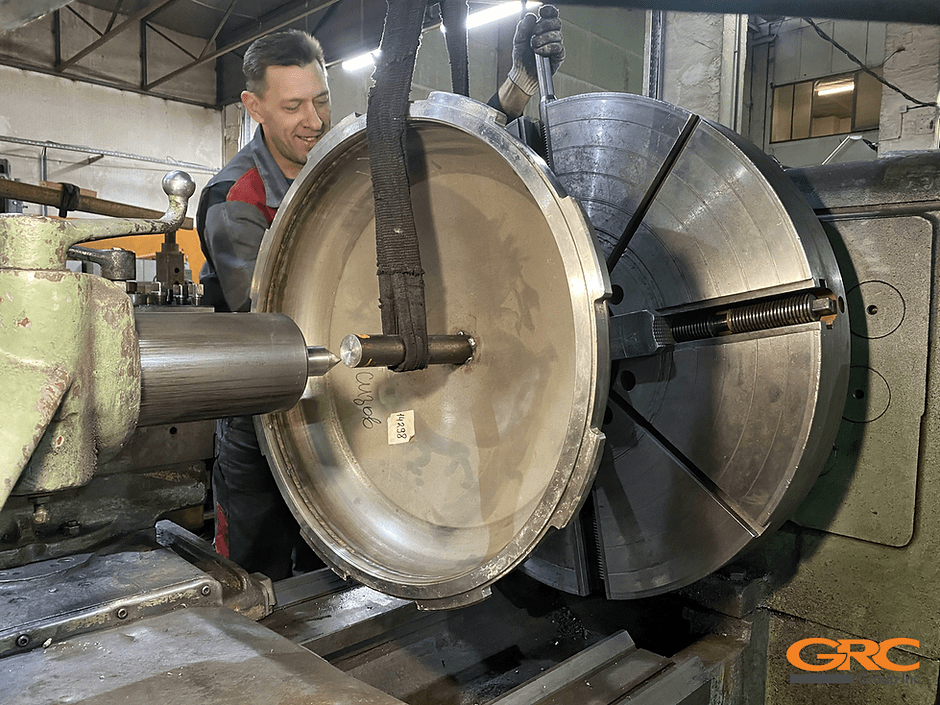

Затем протачиваем в заданные параметры согласно чертежу и технологическому заданию заказчика.
Крышка после токарной обработки: