
")

Шнековый транспортер (перегружатель) установлен на предприятии по переработке металла. Предназначен он для подачи металлической стружки в пресс брекетир для прессовки металла. Привезли его к нам на ремонт для восстановления посадочных мест под подшипники. После осмотра обоих шеек вала было обнаружено деформирование одного хвостовика, поэтому потребовалась его полная замена, а на другом посадочном месте мы будем изготавливать бандажное кольцо (втулка). Т.к при наплавке есть вероятность деформации формы металла, и поэтому была выбрана технология бандажирования как более надежный способ.

Работу начали с конструкторской проработки и изготовления чертежей на новый хвостовик и втулку.



После работы конструктора срезаем одну пару витков для установки шнека транспортера на токарный станок. Идея вырезать токарным резцом хвостовик была простой, но после такой попытки мы столкнулись с проблемой. Сложность заключалась в большой длине задней части хвостовика, где резец не смог полностью его вырезать, так же попытались выпрессовать хвостовик разрезав вал в трех местах в нагретом состоянии, что и это тоже не помогло.


Вероятней всего хвостовик был заклёпан к валу, но места заклёпа мы не обнаружили, и после было принято решение срезать часть вала вместе с хвостовиком, и уже изготовить хвостовик с учётом срезанной его длины.



После изготовления всех элементов, запрессовываем новый бандаж на посадочное место и устанавливаем на токарный станок для чистовой проточки по чертежу.

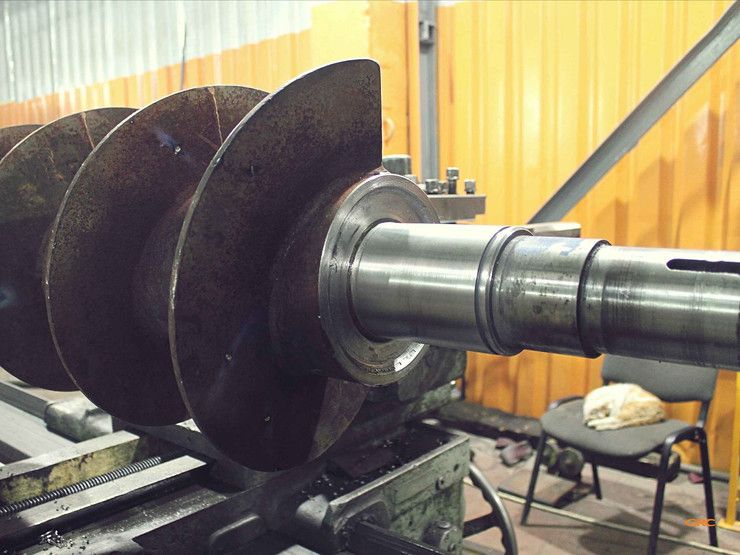

По окончанию токарных работ в слесарном цехе запрессовываем новый хвостовик на горячую посадку в вал шнека. Далее привариваем хвостовик и демонтированные витки на вал перегружателя, и после зачищаем сварочные швы.

Фотографии шнека транспортера металлической стружки после ремонта:


Пример наших работ: ремонт и изготовление шнеков перегружателей








")









