")

18318
Оборудование: графитовые электроды для электродуговых печей (graphite electrodes for electric arc furnaces)
Марка ЭГСП-UHP ф610 ТУ 1911-109-052-2010




Задача: Переточить графитированные электроды для электродуговой печи под свод меньшего диаметра путём обработки наружного диаметра и изготовления ниппельного соединения.
Параметры поступивших графитовых электродов:
Диаметр 610, длина 1400-1500 мм, вес 700-800кг.
Первым этапом типового заказа по переточке графитированных электродов мы прорабатываем конструкторскую документацию и изготавливаем комплект специальной оснастки под люнет для возможности вращения электрода на токарном станке.


Затем изготавливаем контрольный ниппель конусовидной формы из капролона, для проверки ниппельного гнезда секции электрода;

Следующим этапом мы поочерёдно устанавливаем секции (колени) на токарный станок ДИП-500 и выполняем следуюшие операции:
— Удаление части с повреждённой резьбой и выравнивание торцевой поверхности;
— Переточка наружного диаметра графитированных электродов
(Занижение диаметра с 610мм до 508 и 406мм);
— Нарезка резьбы под ниппельное соединение (threaded connection);
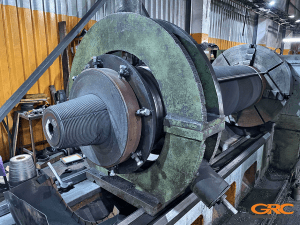
Фотографии и видео процесса переточки графитированных электродов:

















Графитированные электроды для электродуговых печей с ниппелем, подготовленные для сборки в электродную колонну:


Переточка графитированных электродов выполнена по ГОСТ МЭК 60239— 2014.