
")

Существует два способа восстановления посадочных мест под втулки в проушинах плиты ТПА.
Первый способ – без демонтажа плиты, при помощи портативного навесного расточного и наплавочного станка. Второй способ – с демонтажем плиты на стационарном координатно-расточном станке.
Выбор способа восстановления зависит от габаритов детали. Если деталь небольшая и может быть самостоятельно демонтирована заказчиком, то выгоднее ремонт проводить на стационарных станках.
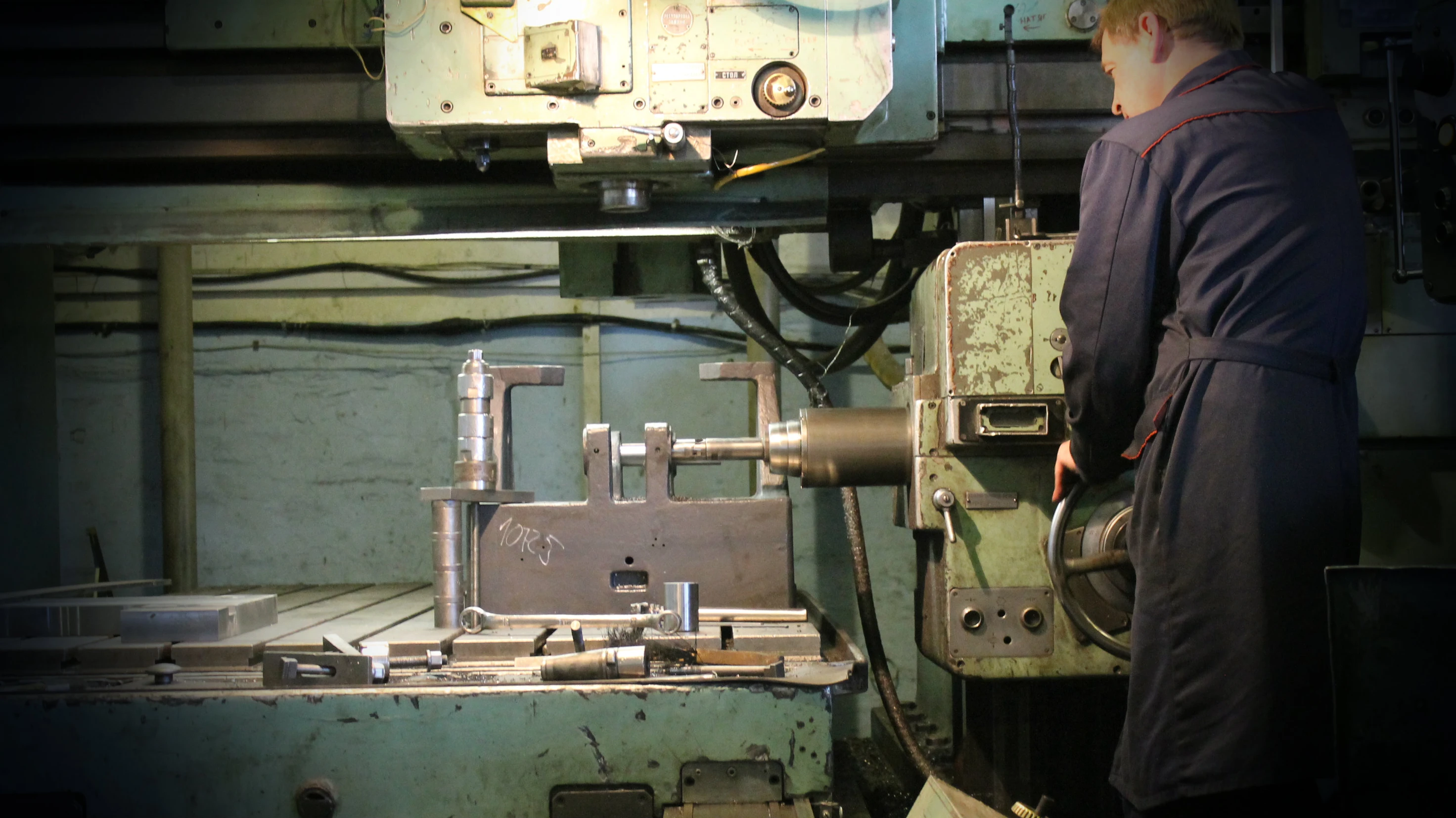
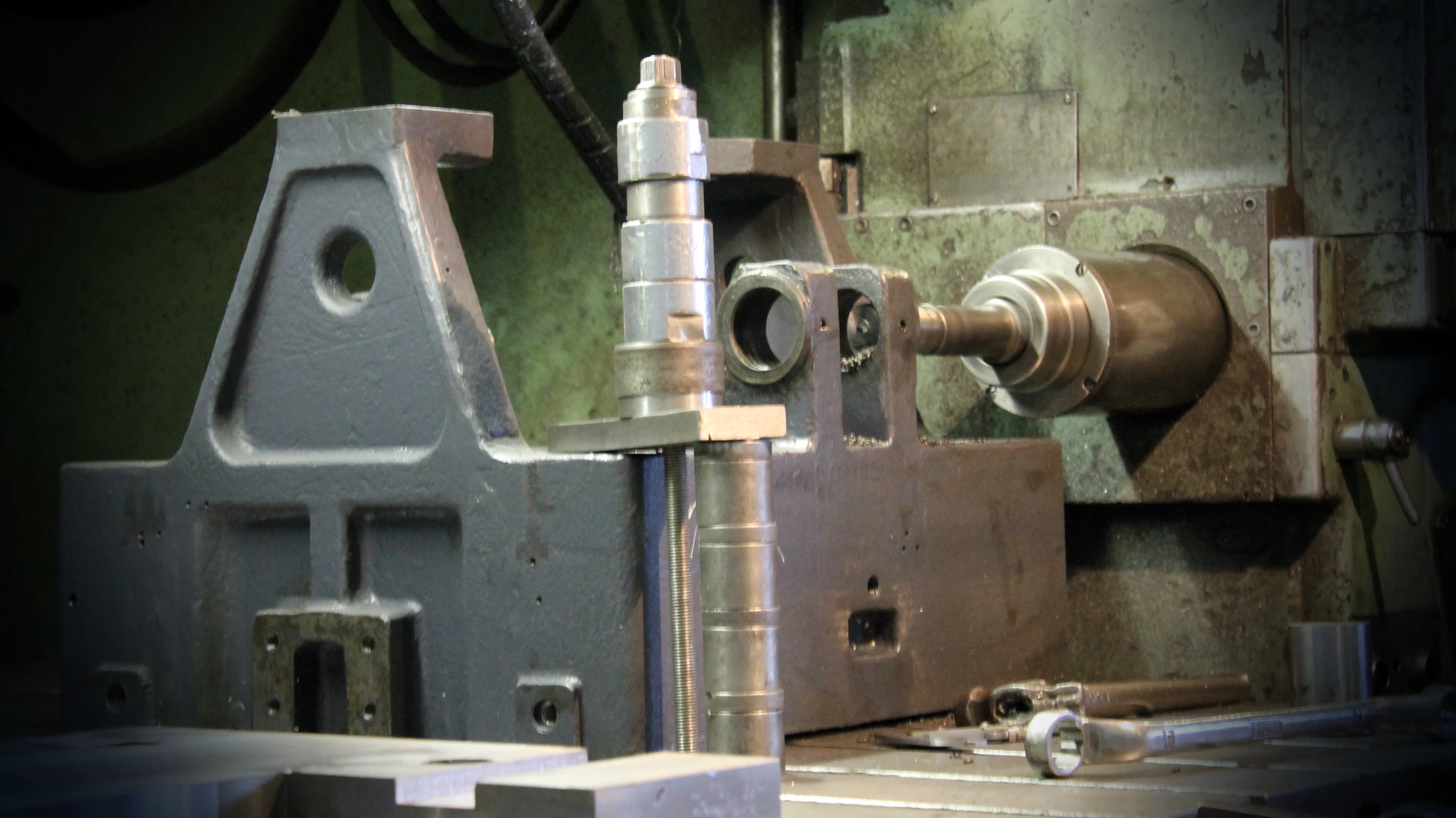
В данной публикации мы покажем пример восстановления посадочных мест в неподвижной плите термопластавтомата на координатно-расточном станке.
Фотографии до ремонта:



Стоит отметить, что в подобных случаях есть две технологии ремонта.
Первая – это расточка проушин в больший ремонтный диаметр и изготовление новых втулок с большим наружным диаметром, либо изготовление промежуточной ремонтной втулки.
Вторая – восстановление проушины до заводских параметров методом расточки и наплавки металла.
В данном примере мы использовали технологию по восстановлению посадочные места до оригинального размера.
Порядок работ
1. Прием детали, снятие размеров, составление конструкторской документации и чертежей.
2. Расточка проушин плиты ТПА на координатно-расточном станке (КРС) в больший диаметр (под наплавку).
3. Наплавка чугуна на внутренний диаметр посадочных мест.
4. Соосная расточка на КРС в заданный диаметр.
5. Запрессовка втулок.
6. Покраска, сдача детали заказчику.



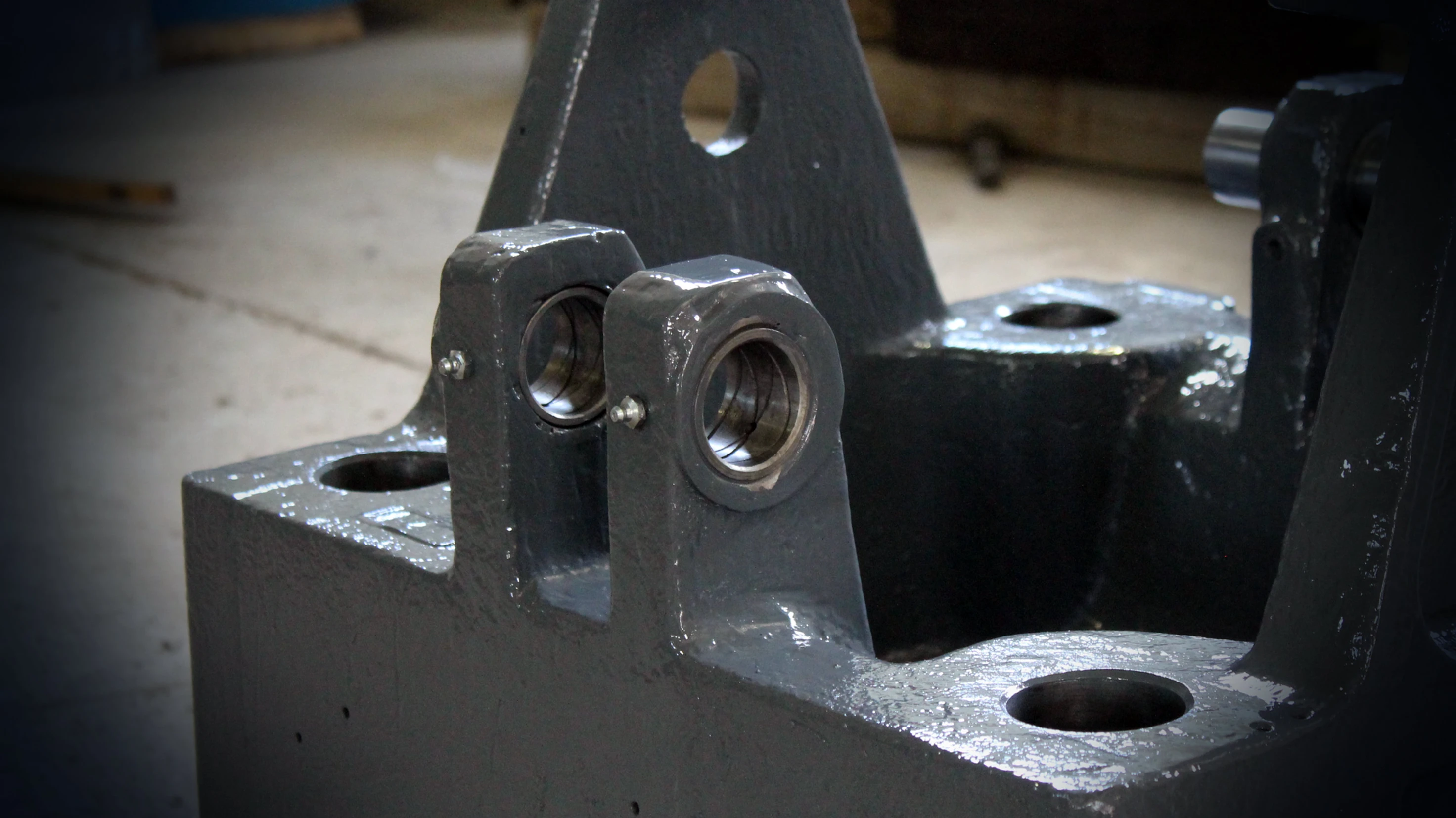
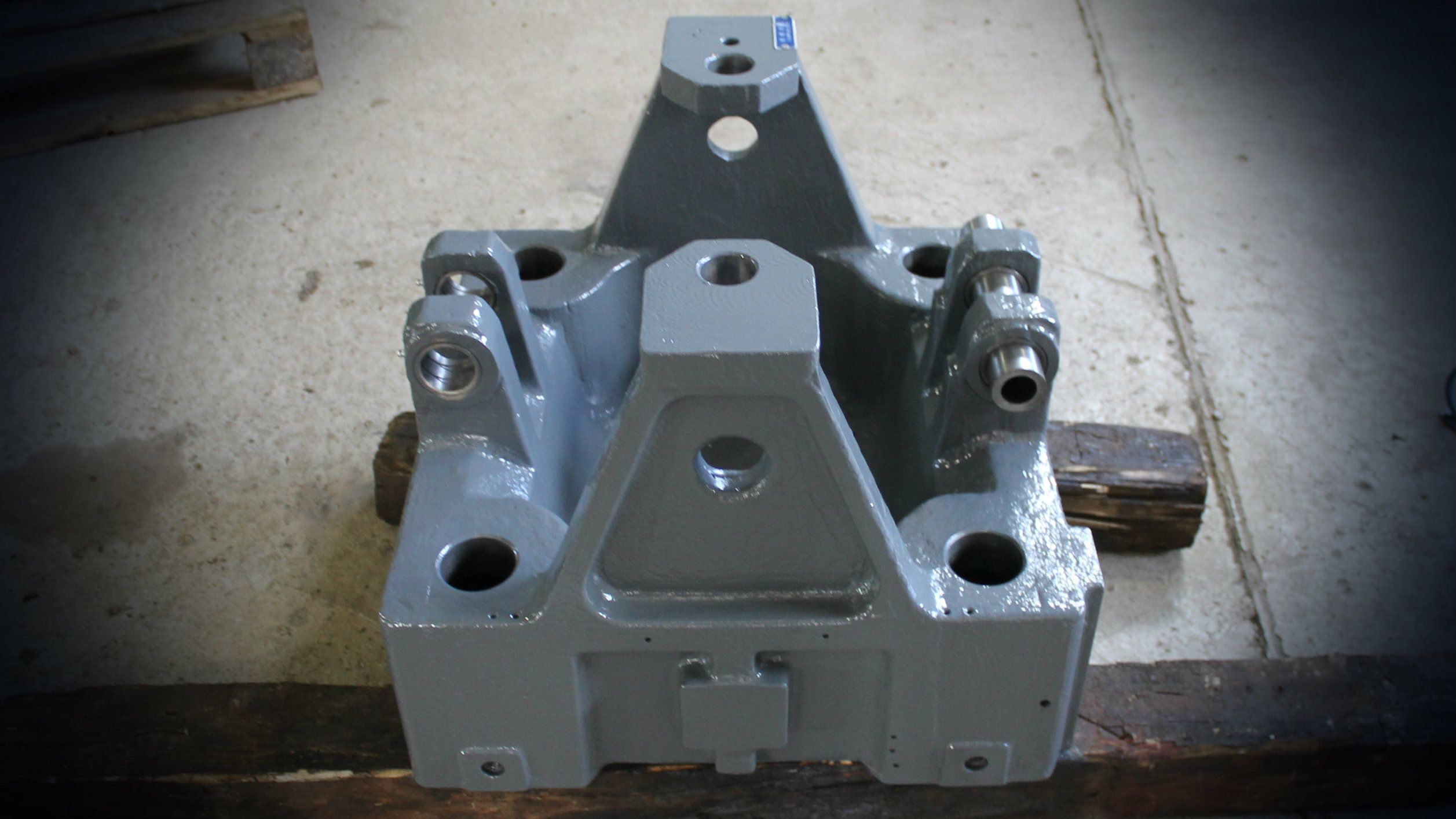
Проушины плиты ТПА после ремонта:
Другие работы по ремонту ТПА и деталей и узлов смыкания


















