
")

25336
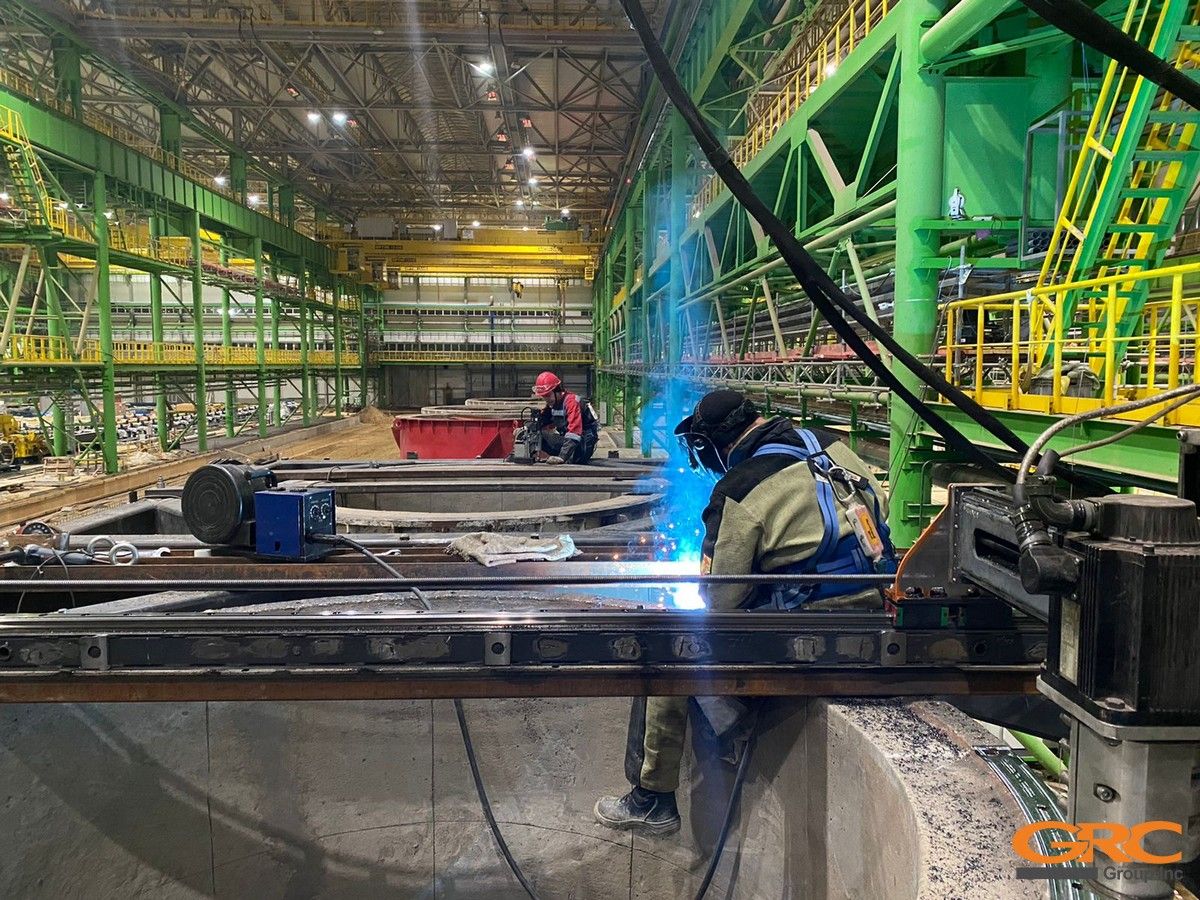
Перед нами поставили задачу перед сборкой дымовой трубы обработать сопрягаемые фланцы на 15 царгах при помощи мобильного оборудования.



Цель – убрать коробления возникшие после приварки фланцев, обеспечив необходимое сопряжение, выдержав параллельность плоскостей верхнего и нижнего фланца каждой царги.
Работы выполнялись по месту монтажа трубы – на территории металлургического комбината.
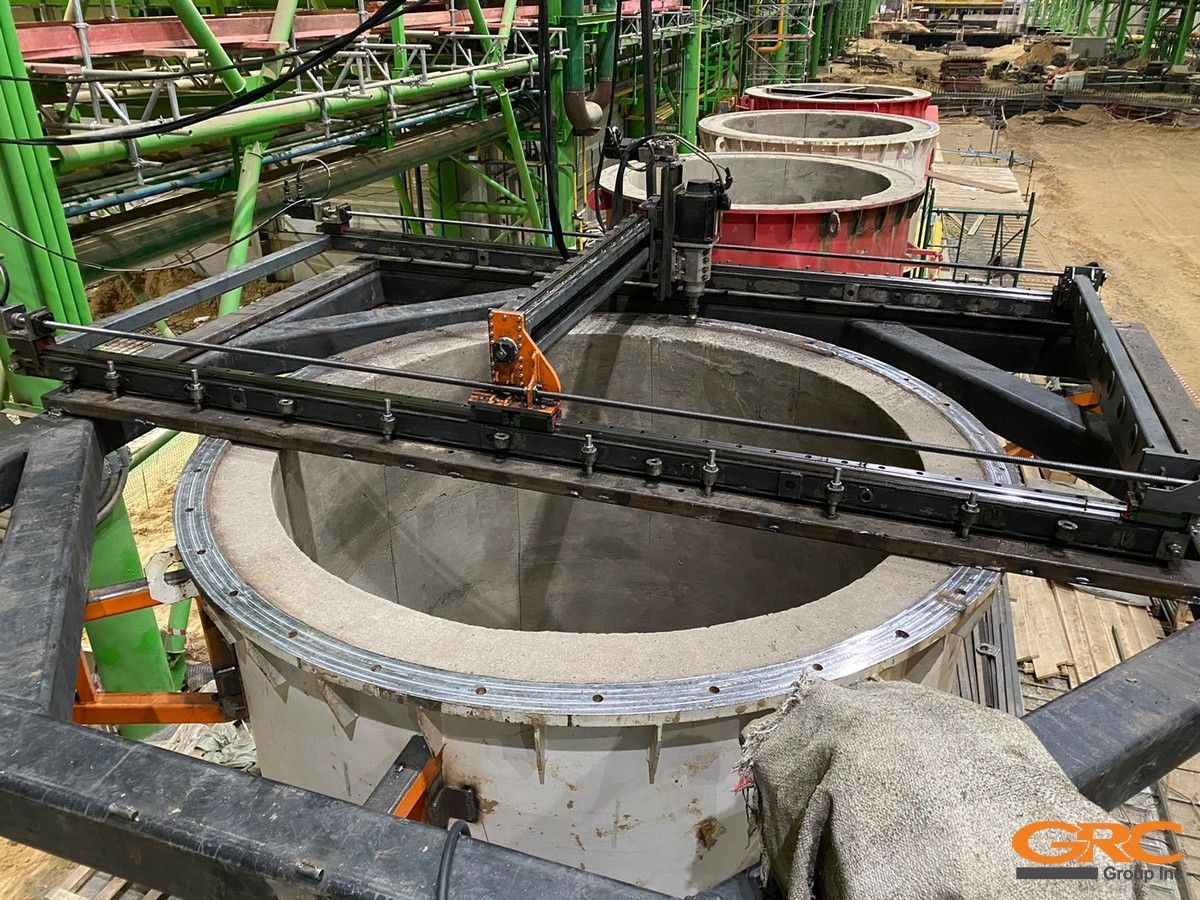
Максимальный диаметр обрабатываемых фланцев 2880 мм.
Было принято решение обрабатывать фланцы мобильны фрезерным станком портального типа, т.к. крепление станка орбитального типа на внутреннем диаметре трубы невозможно из-за наличия внутренней огнеупорной футеровки.

Обработка фланцев производилась в круглосуточном режиме.

Для монтажа мобильного станка мы использовали подготовленную нашим стационарным производством оснастку.


Для базирования, выверки, контроля плоскостности и параллельности обрабатываемых поверхностей мы использовали абсолютный лазерный трекер (промышленная геодезия).


При выявлении на фланцах впадин ниже заданной отметки мы восстанавливали поверхность по технологии наплавки и последующей обработки фланца мобильным станком.







После обработки царг и сборки дымовой трубы высотой 65 метров замеры показали отклонения в пределах допуска.

Работы приняты – проект окончен.













_1722867164377")





