
")

В этой работе мы провели замену хвостовика на длинном вале гидромеханического экспандера HAEUSLER длина которого 18802 мм и диаметр 260 мм. На вале экспандера был залом металла на резьбовом соединении хвостовика, и перед нами поставили задачу восстановить это место (заменить часть хвостовика на новый). Но для ремонта вала нам необходимо было изготовить роликовые опоры под высоту токарного станка т.к длины станка было недостаточно, и технология ремонта будет осуществляться методом ввертыша.

Работу начинаем с конструкторской проработки и составления чертежей для новой заготовки (хвостовика). Вал экспандера используется на трубном заводе для экспандирования (калибровка и расширение) труб больших диаметров, и для этого нам необходимо было провести термическую обработку хвостовика перед его обработкой.
После работы конструктора и термической обработки хвостовика, устанавливаем вал экспандера на токарный станок и опорные ролики для демонтажа сломанной части хвостовика.


Сразу после демонтажа изготавливаем посадочное место под хвостовик и нарезаем наружную резьбу М 180 с шагом 6 мм. Вал экспандера готов под новую заготовку, теперь устанавливаем хвостовик после термической обработки на станок и начинаем изготавливать его по чертежу с внутренней резьбой.


После изготовления хвостовика устанавливаем и фиксируем длинную часть вала на опорных роликах, а сам хвостовик остается в патроне для закручивания на резьбу. Далее усилием токарного станка соединяем обе части и завариваем.

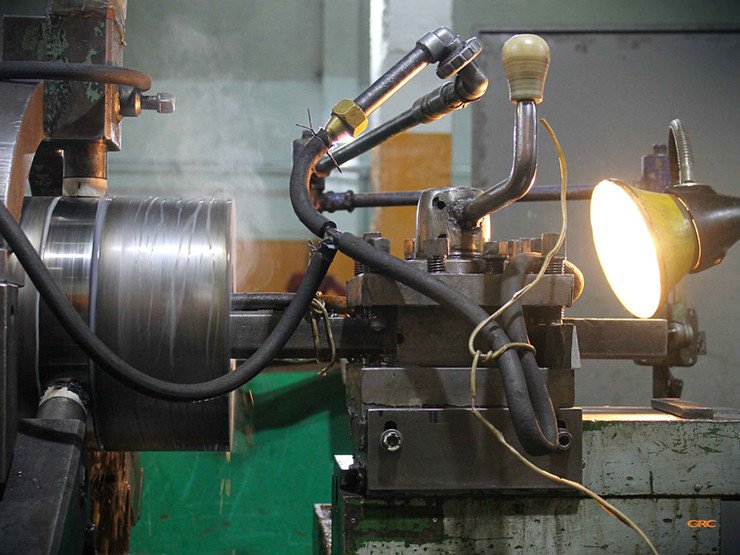


По окончанию сварочных работ проводим шлифовку поверхности вала от сварочных швов.





Примеры наших работ: ремонт валов, осей, хвостовиков


















