
")

24059
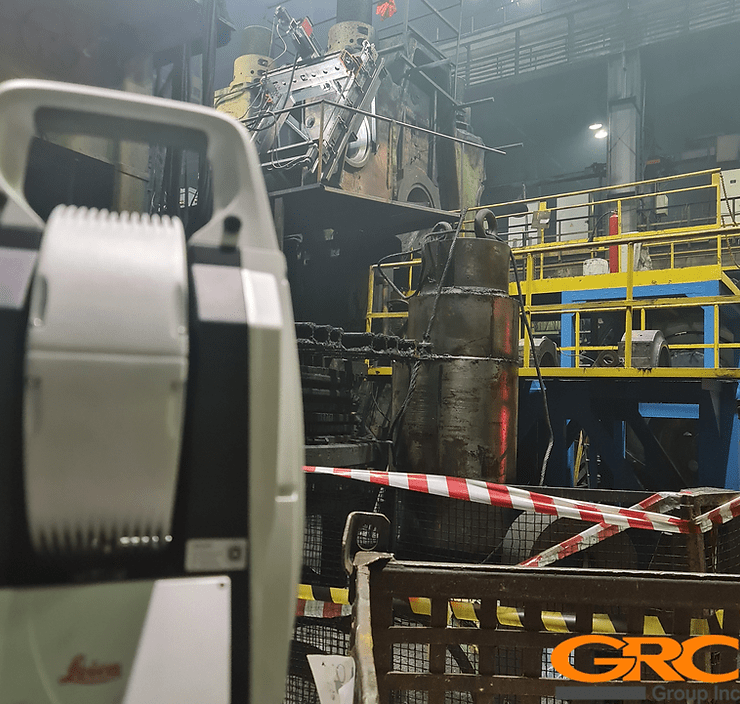
Нашими специалистами проведен ремонт на предприятии «КАМАЗ» в Набережных Челнах мобильными фрезерными и расточными станками собственного производства, с помощью геодезического сопровождения. Выполнен комплекс работ по контролю геометрических параметров станины кривошипного горячештамповочного пресса LZK-6300.
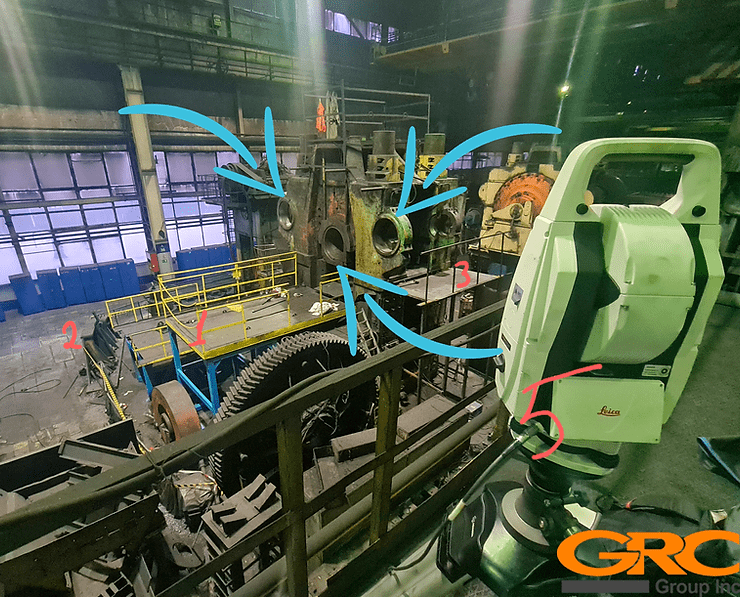
— Объект публикации: высокоточные измерения;
— Оборудование: лазерный трекер Leica AT403;
— Точность: ± 0,15 + 6 мкм/м;
— Объем работ: согласно ТЗ заказчика.
Ход работ:
1. Выполнить геодезические измерения рекомендуемых для ремонта посадочных мест подшипников, для чего:
1.1 Установить геодезическую сеть привязок (магниты) по объекту измерений (кривошипный горячештамповочный пресс LZK — 6300);
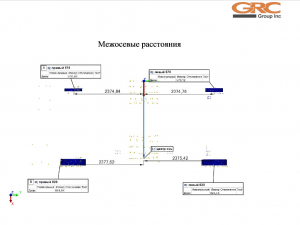
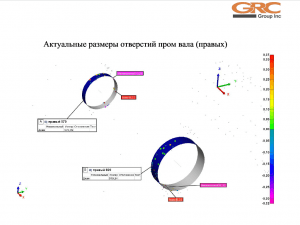
1.2 Определить форму, размеры и отклонение от номинала посадочных мест подшипников;
1.3 Обработать полученные данные в ПО «PolyWorks» и получить данные о несоответствии либо соответствии посадочных мест подшипников согласно чертежу:

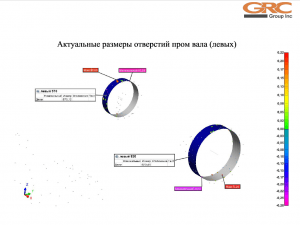
После подтверждения о несоответствии посадочных мест подшипников, передать и согласовать полученные данные с заказчиком.
2. Выставить мобильно фрезерные и расточные станки, а именно:
2.1 Создать идеальную плоскость выставляемого станка относительно той или иной посадки (перпендикулярно либо параллельно);
2.2 Контролировать отклонения при выставлении станка от идеальной плоскости;
2.3 Выполнить измерение полученной плоскости станка после выставления;
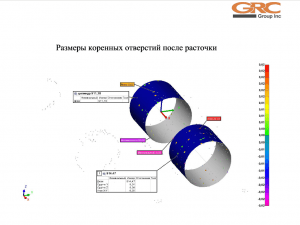
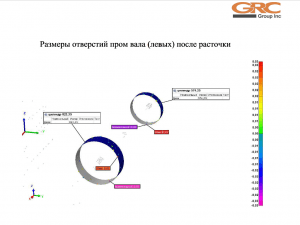
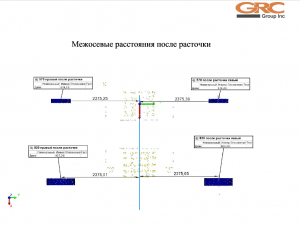
2.4 Провести геодезические измерения поверхностей посадочных мест подшипников после их обработки.
3. Обработать комплекс полученных геодезических данных в ПО «PolyWorks» и получить данные о несоответствии либо соответствии посадочных мест подшипников согласно чертежу, после ремонта:


4. Передать и согласовать полученные данные с заказчиком.
Контроль геометрических характеристик станины пресса завершен!










