
")

30317
К нам поступил заказ на мобильную обработку шеек коленвала стана ХПТ-250 от Челябинского трубопрокатного завода.

Данный вал предназначен для преобразования вращательного движения вала в возвратно-поступательное движение клети стана.
На станах ХПТ 250 применяется централизованная жидкостная система смазки шатунных подшипников коленчатого вала. Коренные подшипники — подшипники качения, с густой консистентной смазкой. От насосной станции масло подается через коренную шейку вала по внутренним сверлениям коленчатого вала к шатунным подшипникам скольжения. Масло, вытекающее из подшипников шатунов попадает в картер коленчатого вала и самотеком стекает обратно в бак. У данной системы есть существенный недостаток — эмульсия попадает в картер, что приводит к изменению свойств масла в результате смешивания.
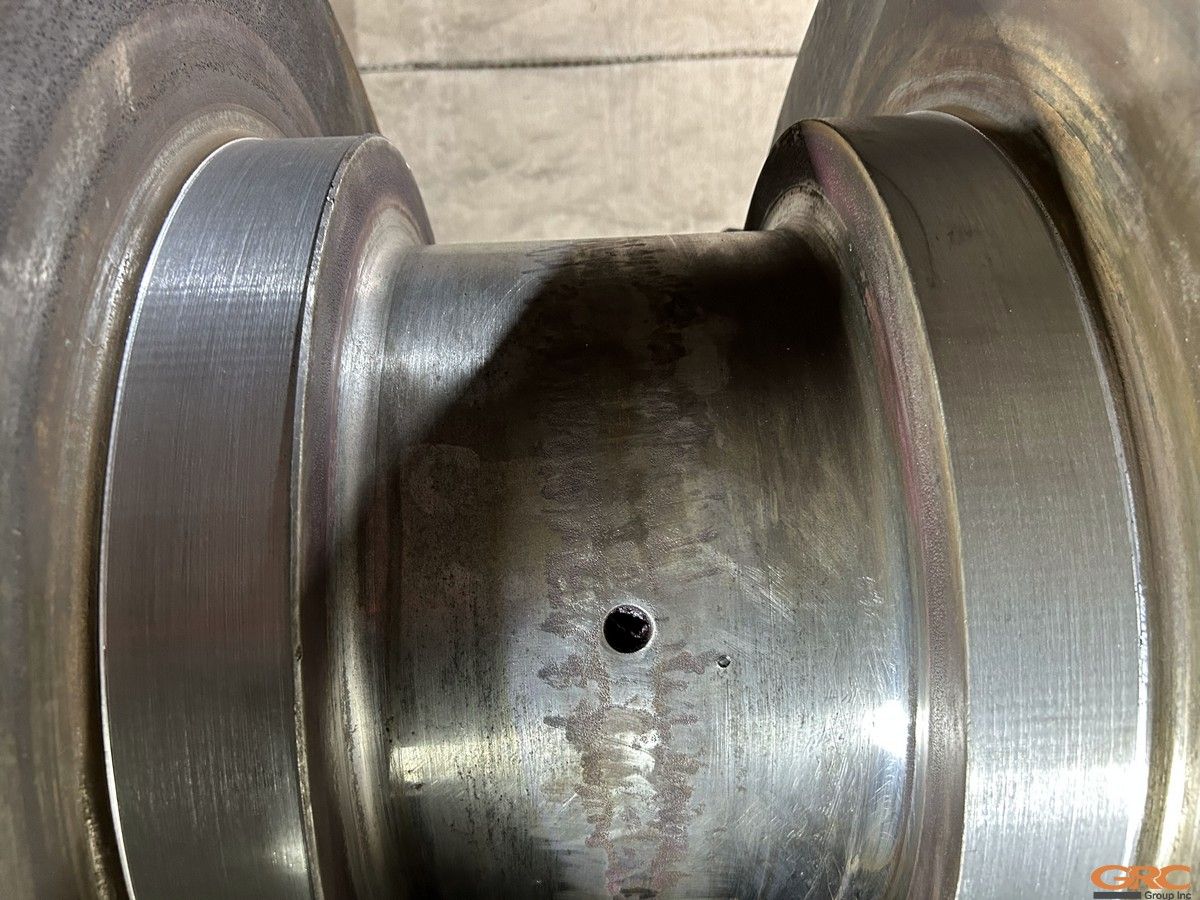
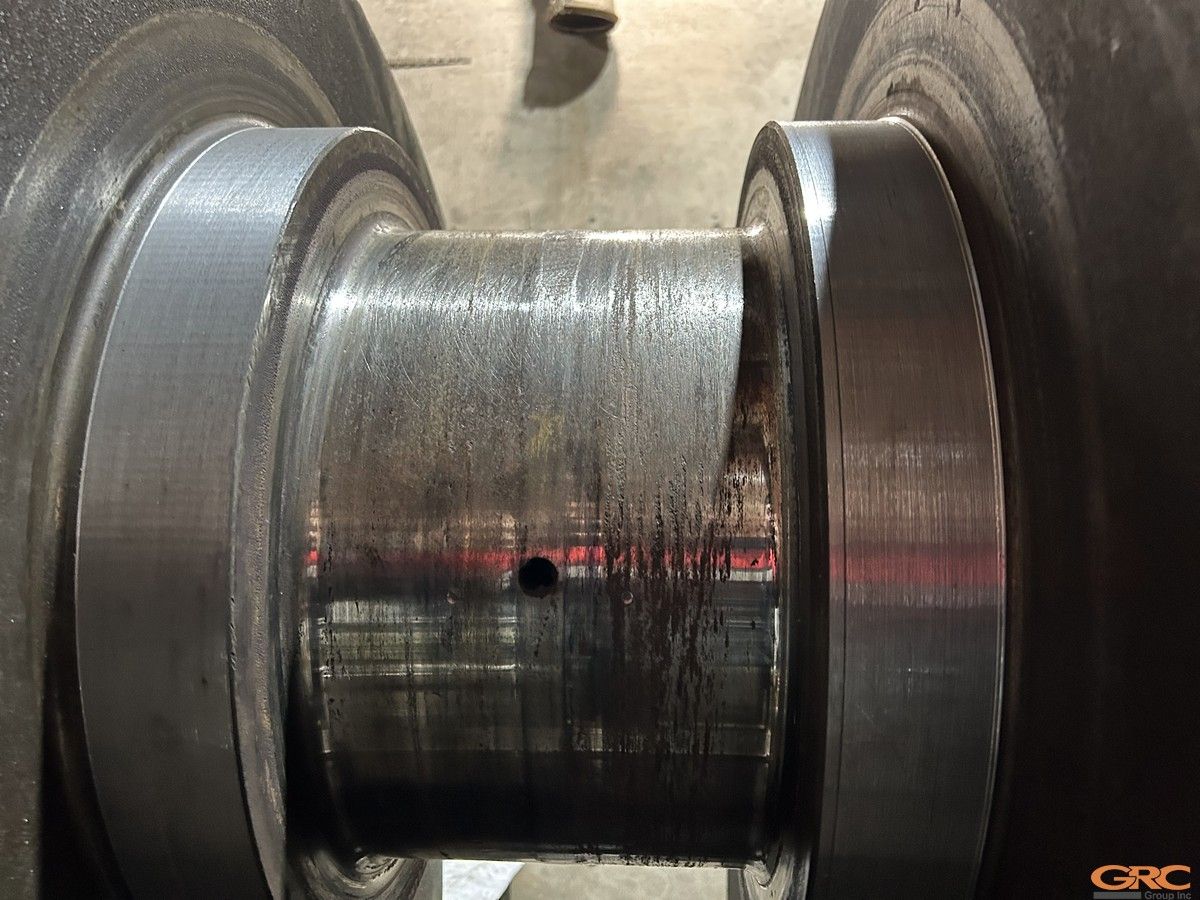
В процессе длительной эксплуатации на коленвале образовался износ и овальность на шатунных шейках с разностью диаметров 4-8 мм, который привел к невозможности эксплуатации вала.


Наше технологическое задание — восстановить коренные и шатунные шейки коленчатого вала в следующие размеры:
- Шатунные шейки с размера 350 мм в ремонтный размер 337 мм.
- Коренные шейки с размера 320 мм в ремонтный размер 318 мм.
- Обеспечить шероховатость поверхностей Ra 0.8.
Масса коленвала: 12 тонн.
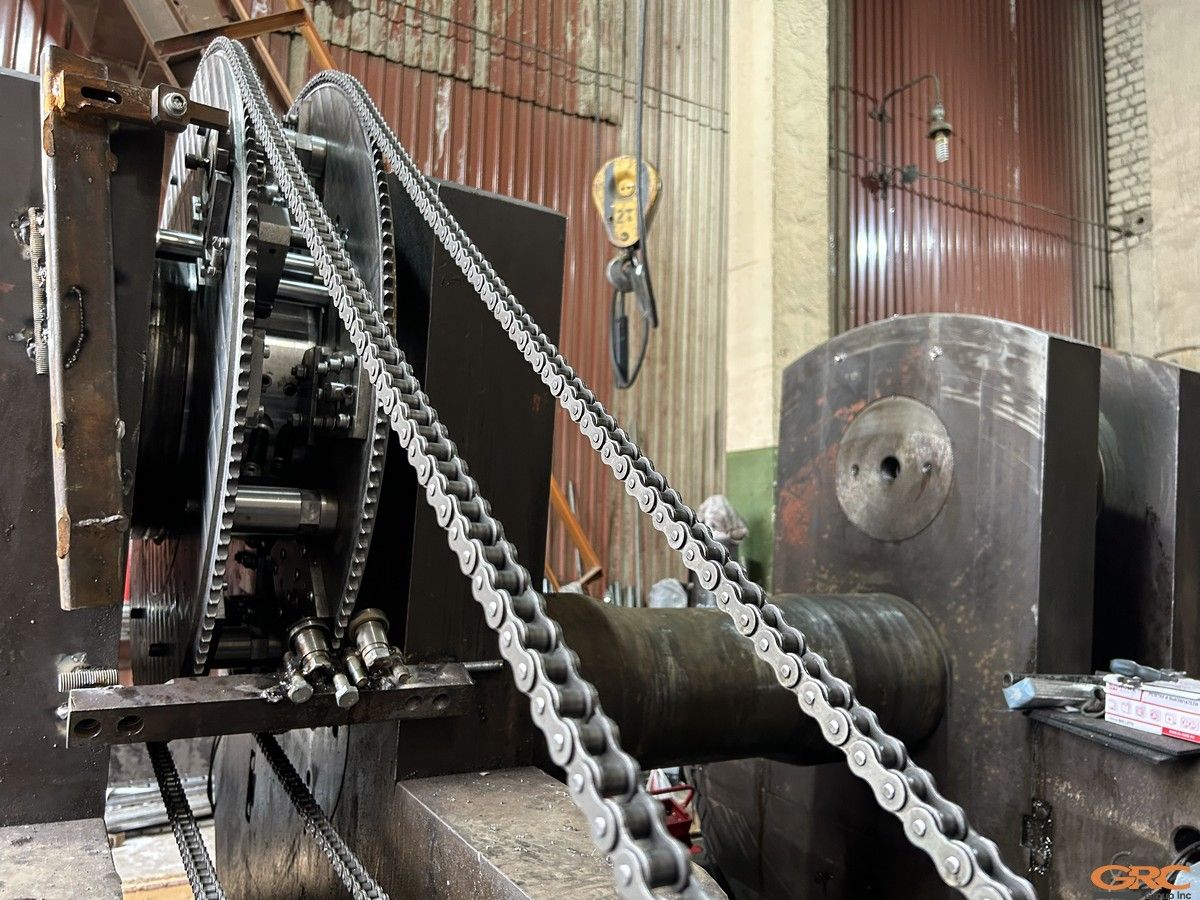
Проект был выполнен с помощью мобильного оборудования собственного производства.
Мобильная обработка шеек коленвала стана ХПТ-250 происходила следующим образом:
— Проработка конструкторской документации, разработка чертежей на механическую обработку, изготовление оснастки.


— Разработка и сборка мобильного оборудования специально под заказ.




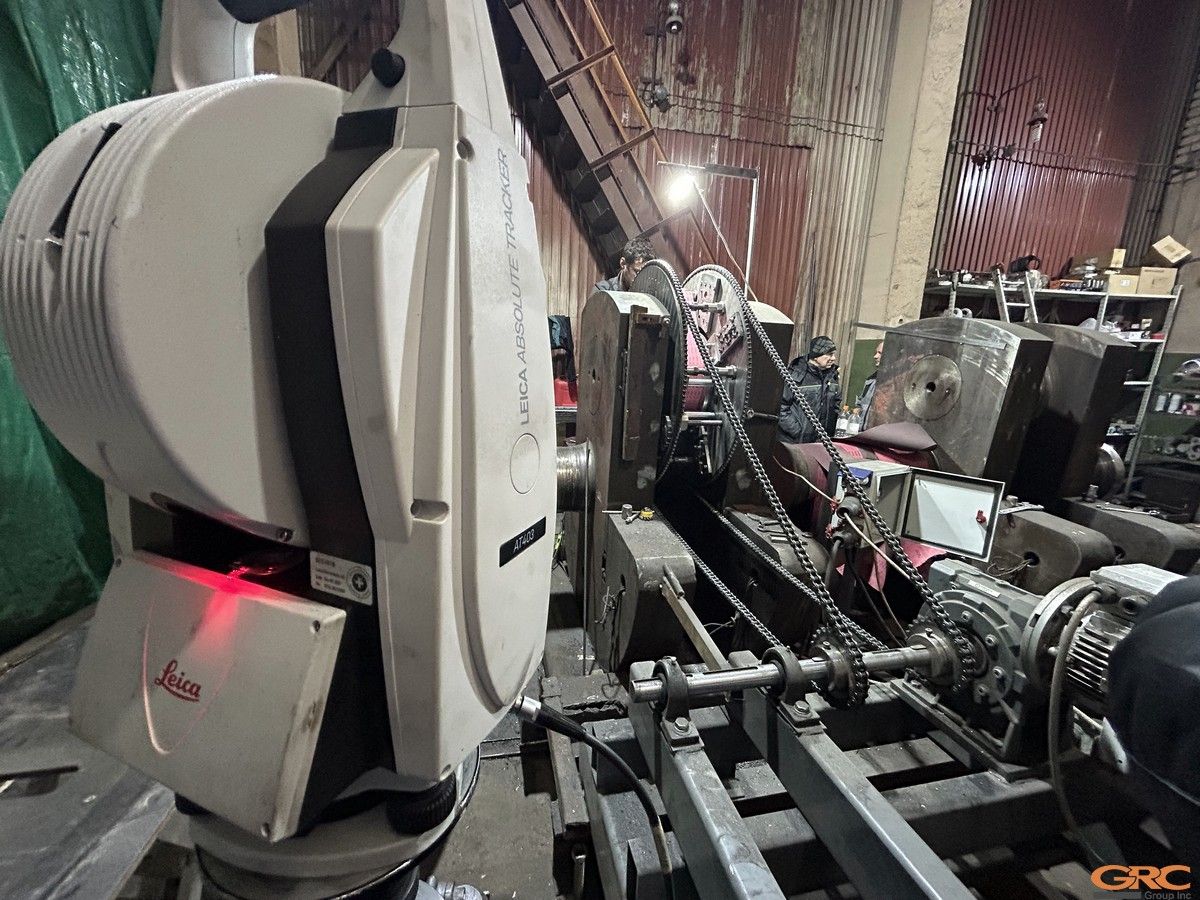
— Построение оси коленчатого вала с помощью абсолютного лазерного трекера Leica AT403 с сублимированной точностью.

Шатунные шейки
Для использования мобильного проточного комплекса требовалось наличие базовых поверхностей в допусках, которые являются обязательными для обработки самих шатунных шеек.
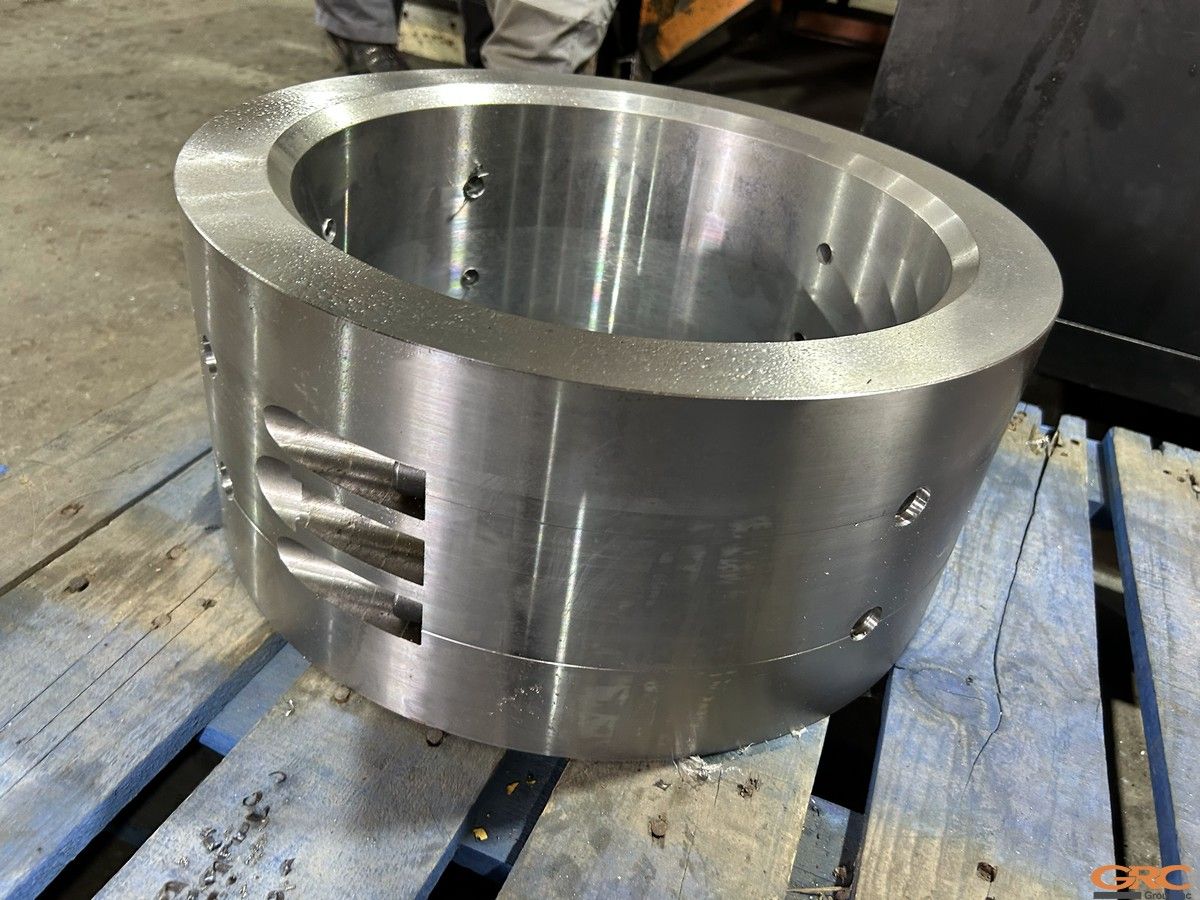
— Изготовление и монтаж специальной оснастки в виде втулок из двух частей. Они выполняли функцию опоры для мобильного оборудования.

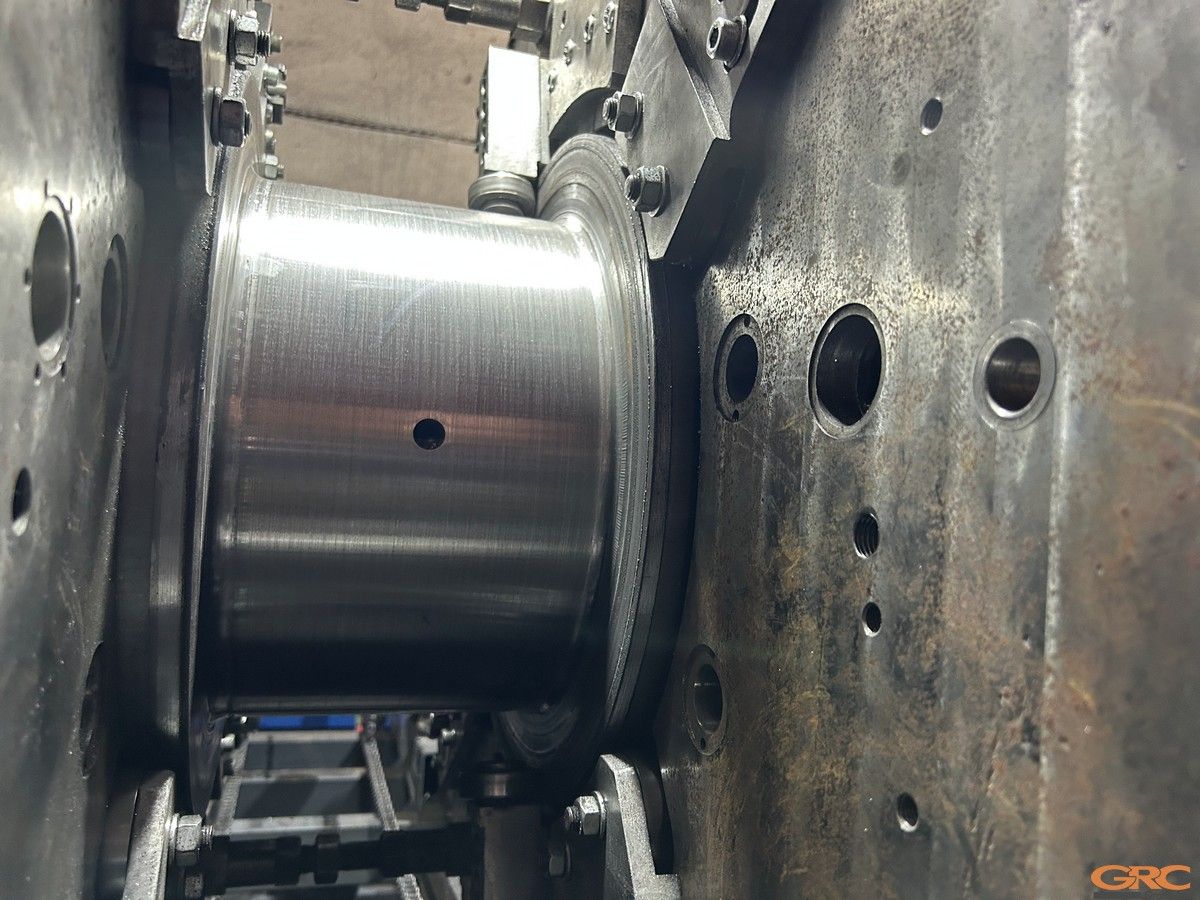
— Выставление мобильного станка относительно построенной плоскости коленвала для обработки базовых буртов как чисто.
— Механическая обработка посадочных мест для выставления станка.

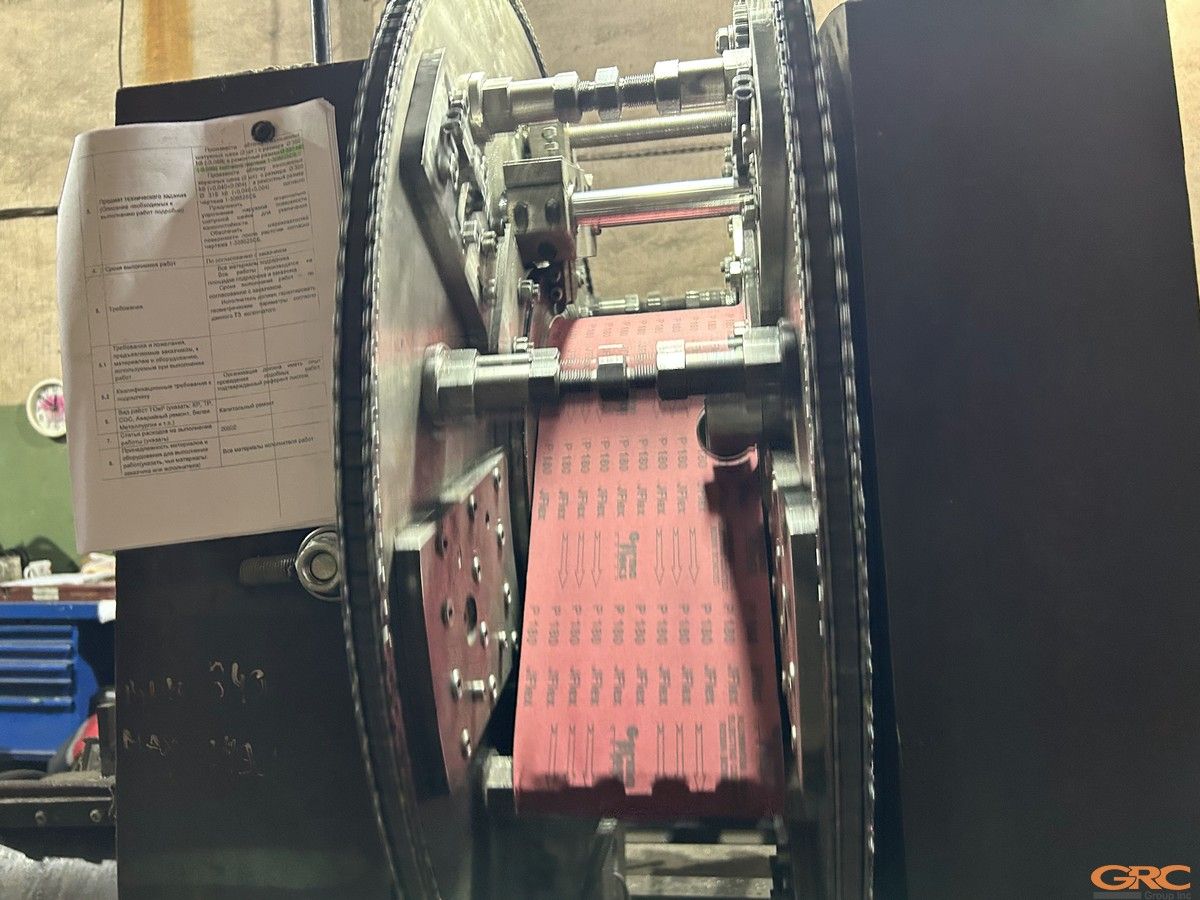
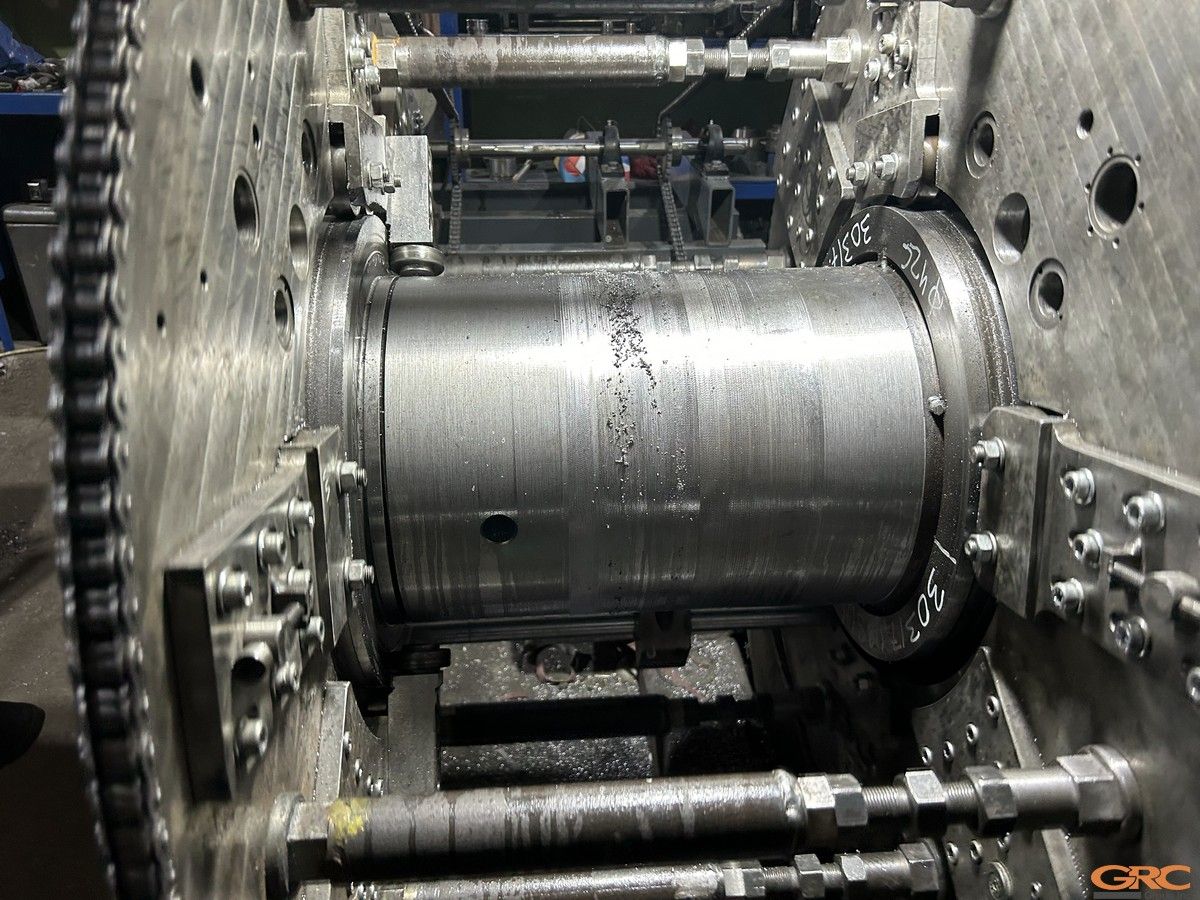
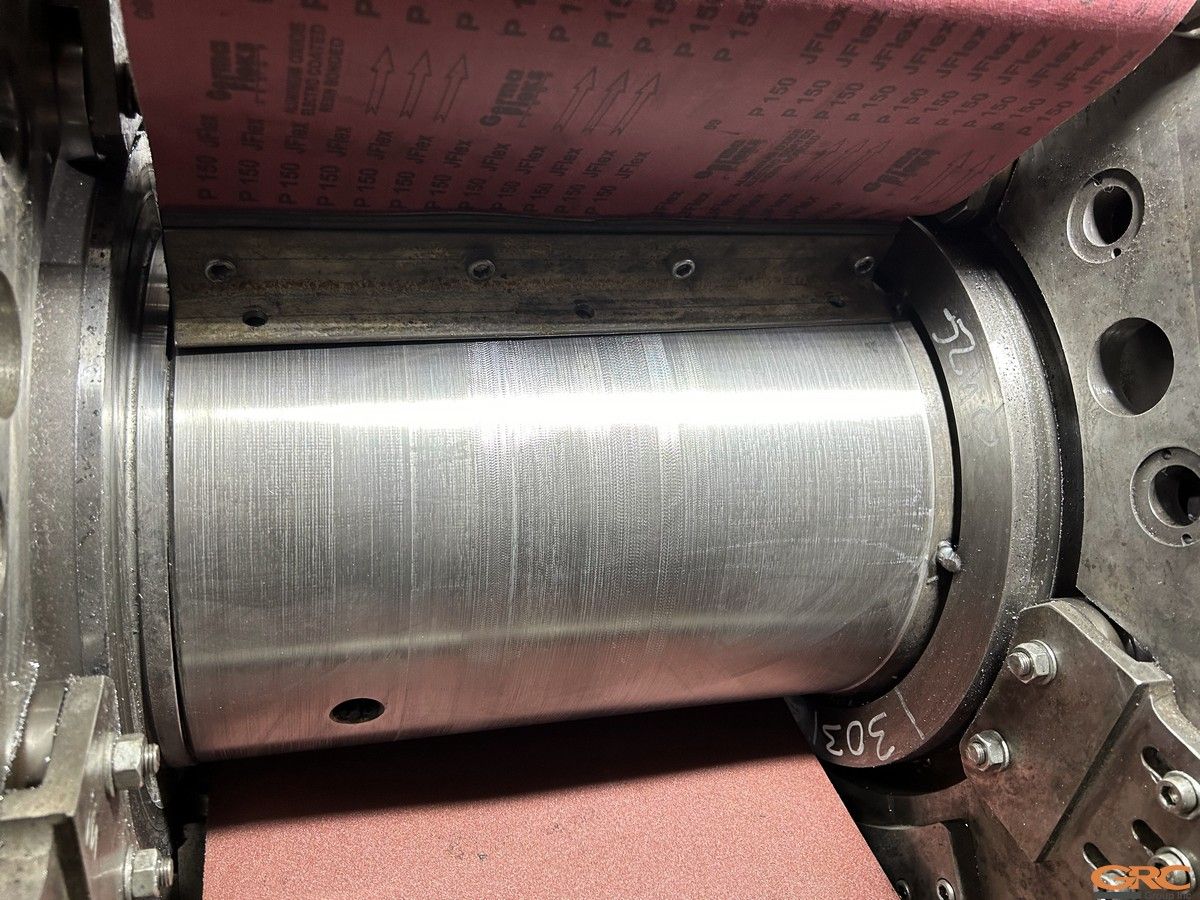
— Токарная и шлифовальная обработка шатунных шеек в требуемые размеры.
Коренные шейки
— Монтаж опорных колец.


— Наладка мобильного станка и его выставление для обработки поверхности коренной шейки.

— Обработка коренной шейки.
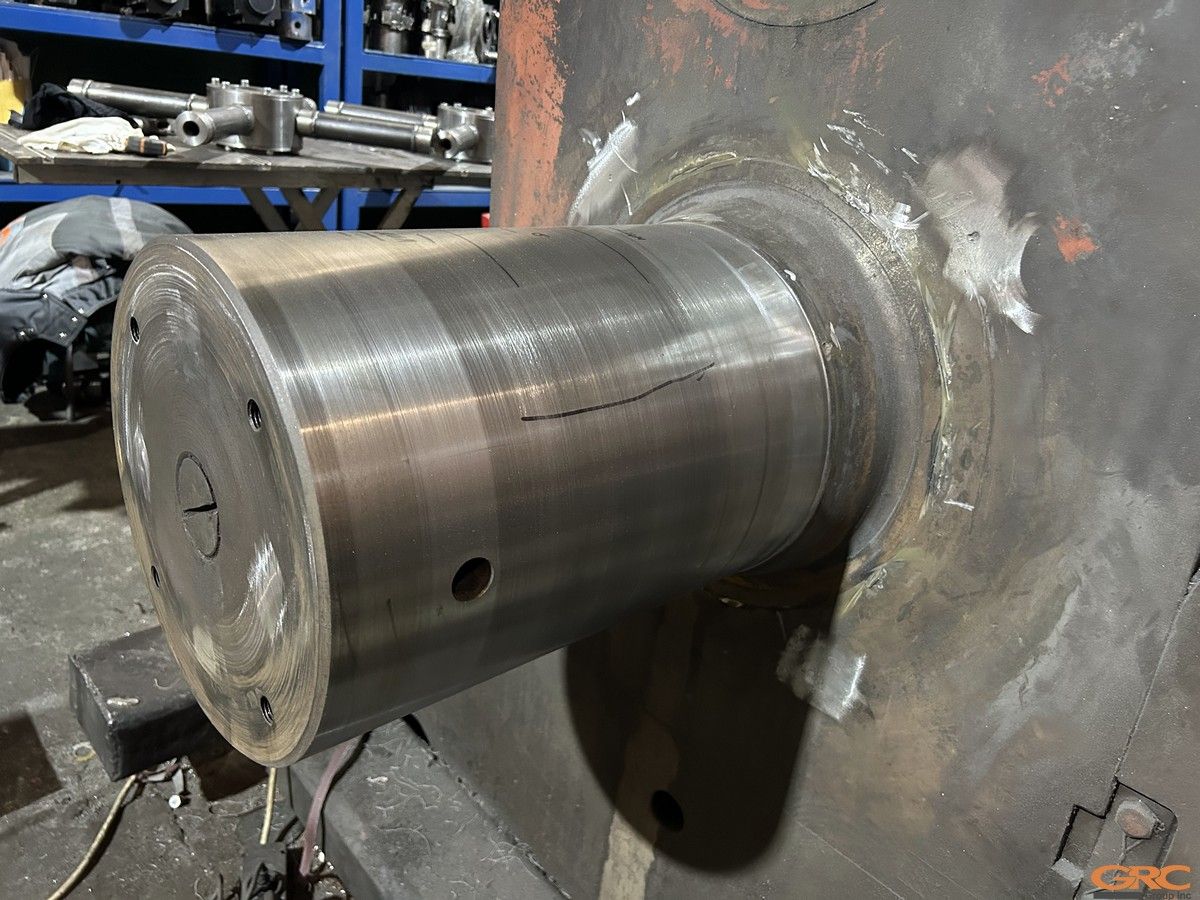
Вторая шейка была сильно изношена, фактический размер посадочного места под подшипник был 313,44 мм. Для восстановления поверхности мы использовали проработанный метод наплавки и проточки.

— Подготовка поверхности противоположной коренной шейки под наплавку.
— Наплавка специально подобранным материалом, с локальным прогреванием и медленным остыванием поверхности.

— Выставление станка и механическая обработка в требуемый размер.

Зачистка поверхностей, малярные работы и сдача заказа.





















