
")

23303
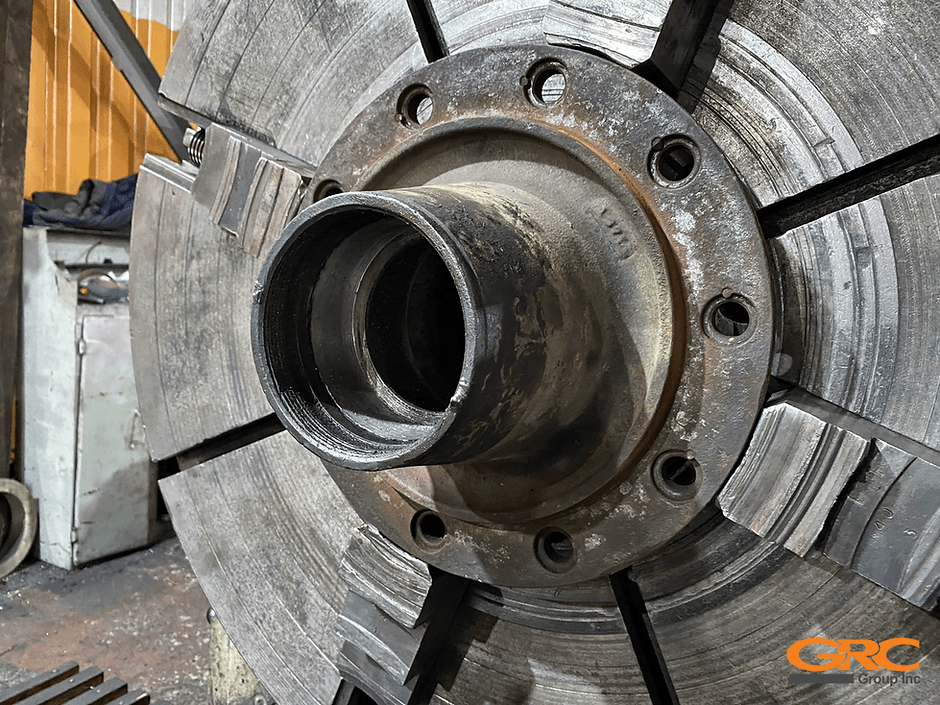
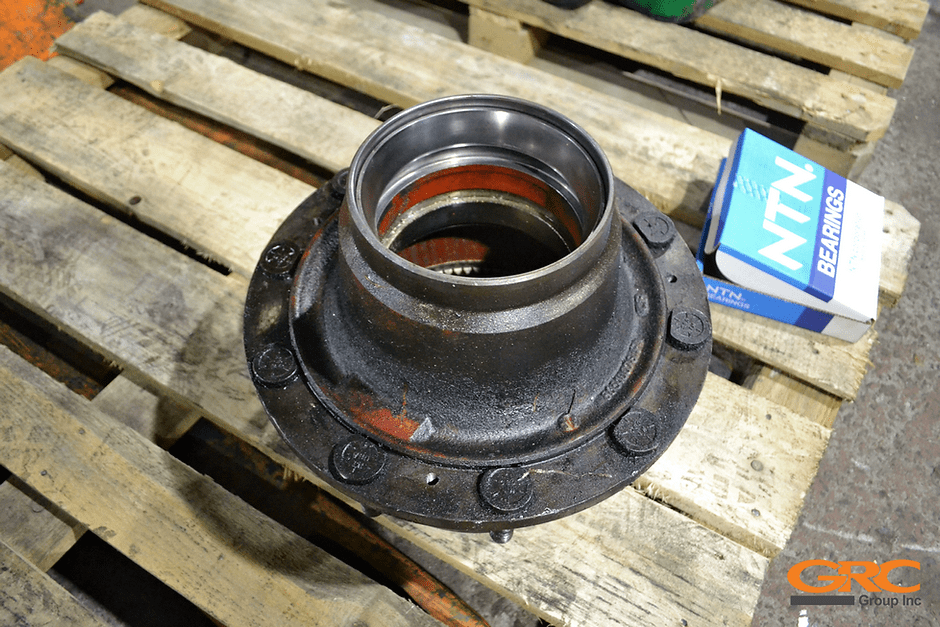
В данной публикации мы рассмотрим пример нашей работы по ремонту чугунных ступиц.
Ступица, как и любой узел автомобиля или спецтехники со временем нуждается в ремонте, причиной тому может стать пыль и влага, попадающие в посадочные места, значительные осевые нагрузки, высокий крутящий момент, а также человеческий фактор.
Самая частая поломка, которая встречается в нашем производстве – это износ посадочных мест под подшипники.
Наше производство выполняет ремонт чугунных ступиц по различным технологиям.
Сегодня мы поговорим про устранение дефектов ступицы наплавкой.
Принимая деталь, мы дефектуем её и прорабатываем конструкторскую документацию
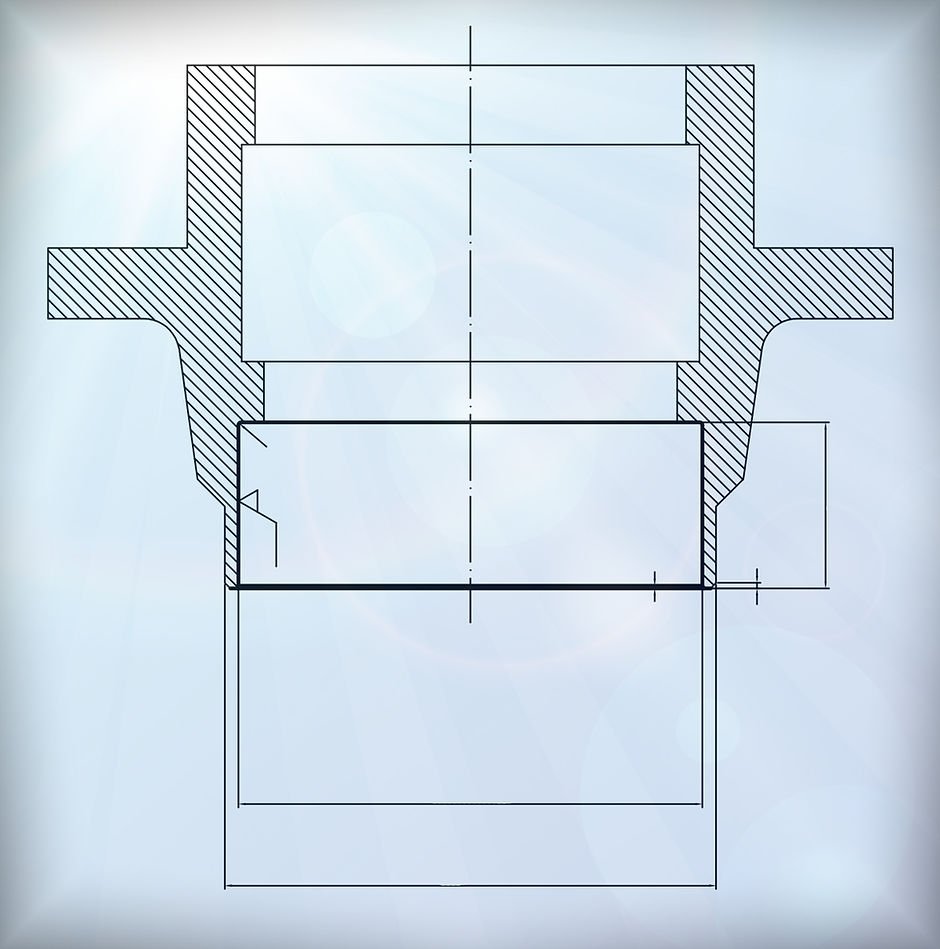
Затем ступица выставляется на токарный станок, где токарь растачивает изношенное посадочное место в черновую, под наплавку.
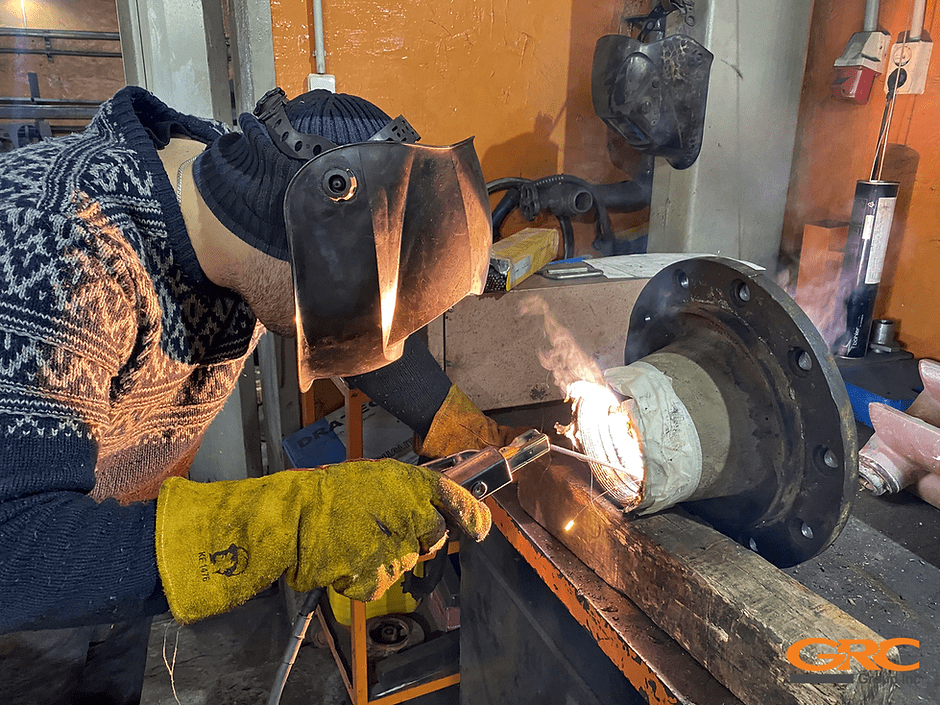
Следующим шагом, подбираются специальные электроды по чугуну, и соблюдая температурный режим, сварщик наплавляет подготовленный внутренний диаметр.



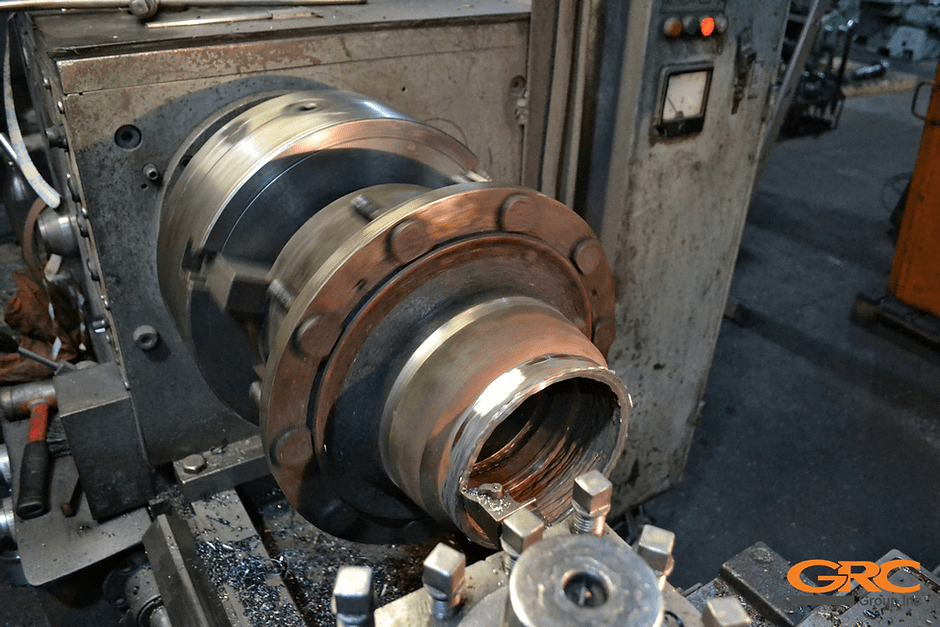
После наплавки, ступица повторно выставляется на токарный станок, где мы повторно растачиваем посадки в чистовой диаметр под новый комплект подшипников.
Затем деталь проходит исходящий контроль, красится и отправляется заказчику.

")
















