")

29119
Завершили ремонт на месте эксплуатации ШБМ мельницы с помощью мобильно-фрезерных станков. Работы территориально происходили на Стойленском горно-обогатительном комбинате.

Наша задача была:
- Произвести восстановление фланцев загрузочной стенки и барабана.
- Произвести восстановление паза под уплотнение.

В проекте участвовало пять мобильно-фрезерных станков собственного производства.
Основная задача мобильного оборудования – это выездные работы на производственную базу заказчика.

Станки мы производим на нашей базе в г. Щелково, количество и габариты станков неограниченны, мы проектируем и производим их специально под заказы. Габариты обрабатываемой поверхности могут быть абсолютно любые.
✻ Длительность проекта по ремонту шаровой мельницы была 5 суток.
Процесс ремонта ШБМ мельницы
1. Крышка шаровой мельницы
➠ Выполнили демонтаж детали с помощью крана заказчика

Установили загрузочную стенку на специально спроектированный ложемент, подготовленный заказчиком.
➠ С помощью крана, наша мобильная бригада произвела монтаж мобильного оборудования, контроль точности установки производили абсолютными лазерными трекерами Leica AT403.
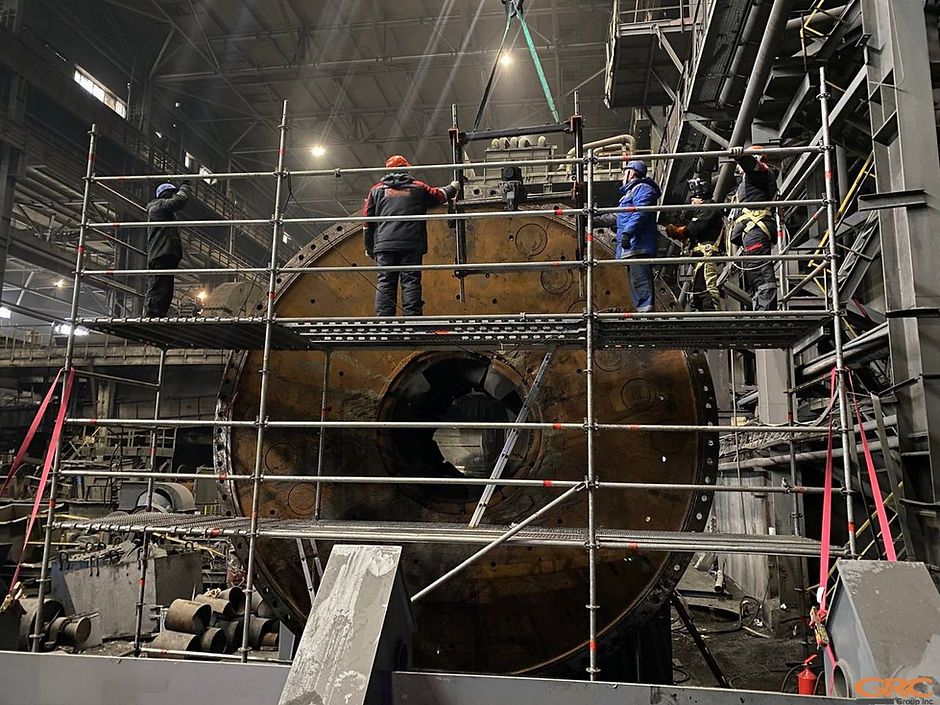

➠ Процесс восстановления фланцев производился несколькими станками на разных секторах.

Для повышения скорости монтажа и выставления оборудования приоритет был отдан станкам с меньшими габаритными размерами, но с большим количеством установок.
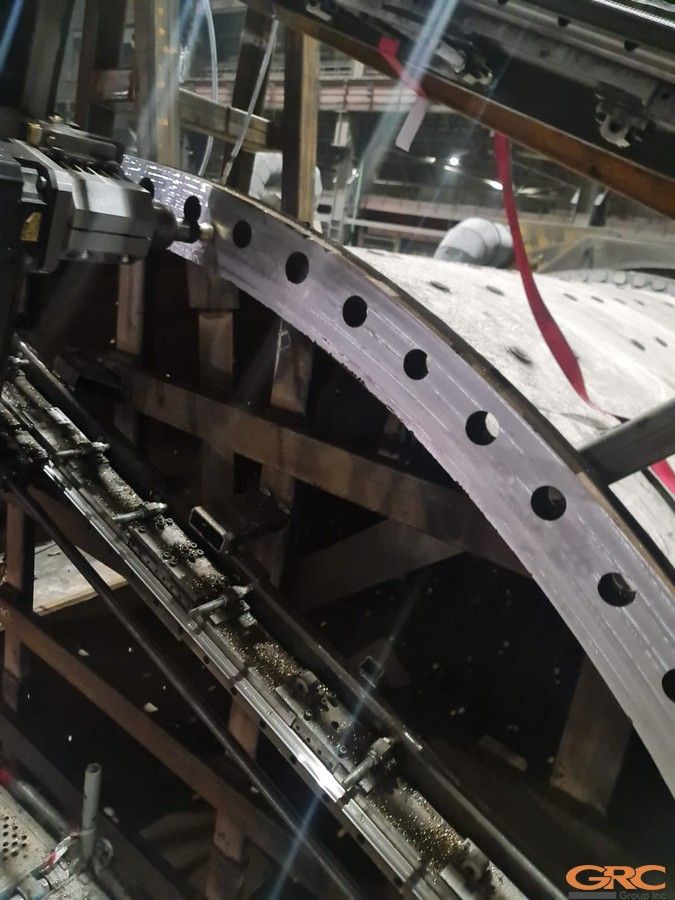
➠ После проведения черновой фрезеровки проводился процесс наплавки наиболее изношенных участков.




➠ По завершению наплавочных работ производилась чистовая фрезеровка плоскости фланца и паза под уплотнение.






Далее производилась переустановка станка на следующий сектор
2. Барабан шаровой мельницы
➠ Произвели монтаж специально подготовленной оснастки для установки станков, выполнили монтаж мобильно-фрезерных станков на обрабатываемую поверхность фланца барабана.


➠ Выполнили обработку секторов поверхности фланца, произвели проворот корпуса мельницы для обеспечения доступа к следующим обрабатываемым участкам и провели восстановительные работы по всей окружности фланца.


➠ После окончания всех работ произвели демонтаж оборудования и прилежащей зоны, а так же зачистку детали в местах приварки оборудования.
Прошли контроль ОТК со стороны заказчика.