
")

28278
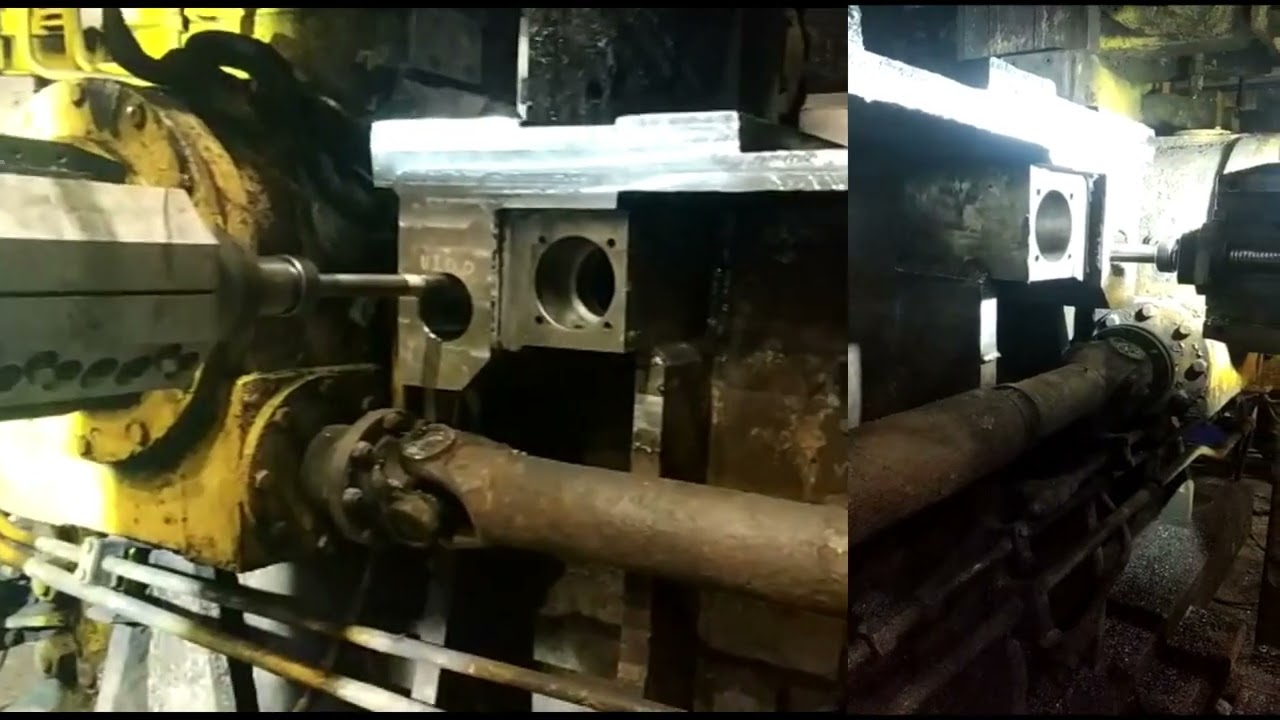
Выполнили заказ на восстановление станины кассеты прокатной клети СТАНА 700.

Это один из реализованных нами проектов на ОЭМК им. А.А. Угарова, единственном в России металлургическом предприятии полного цикла, позволяющие получать металл свободный от вредных примесей и остаточных элементов.
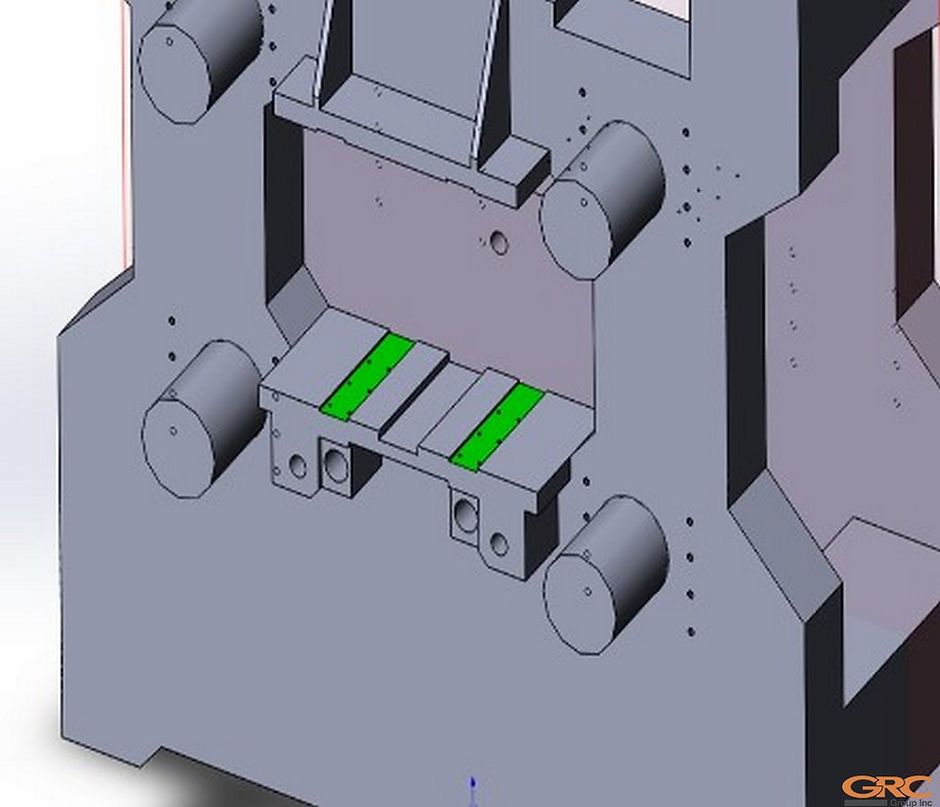
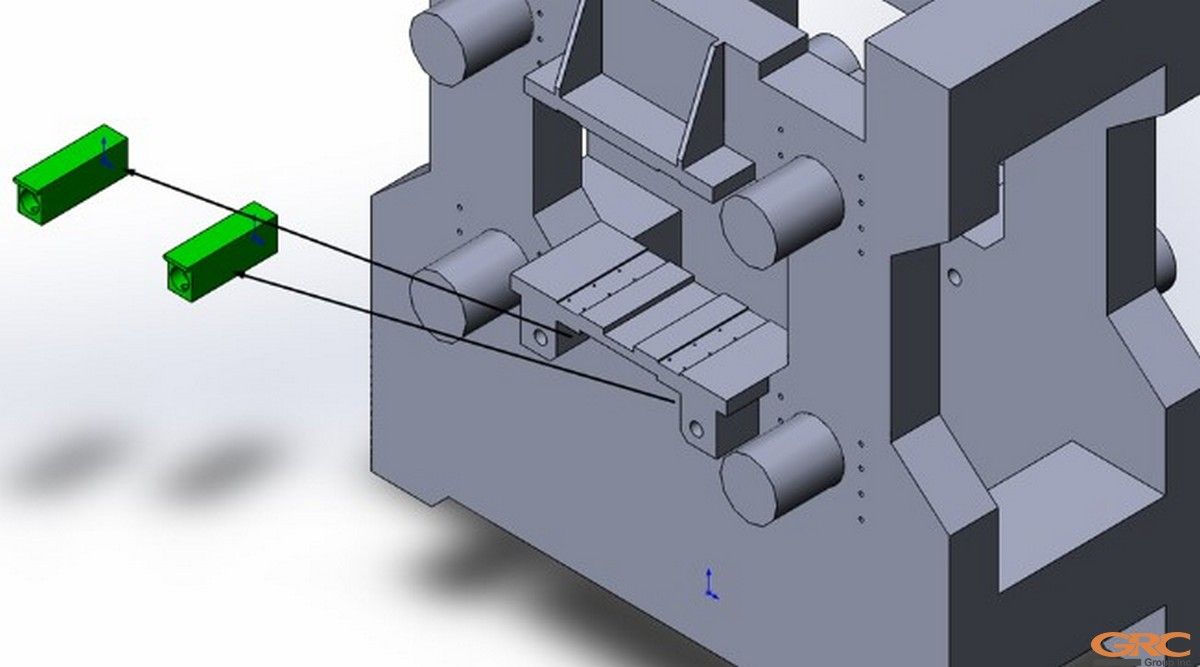
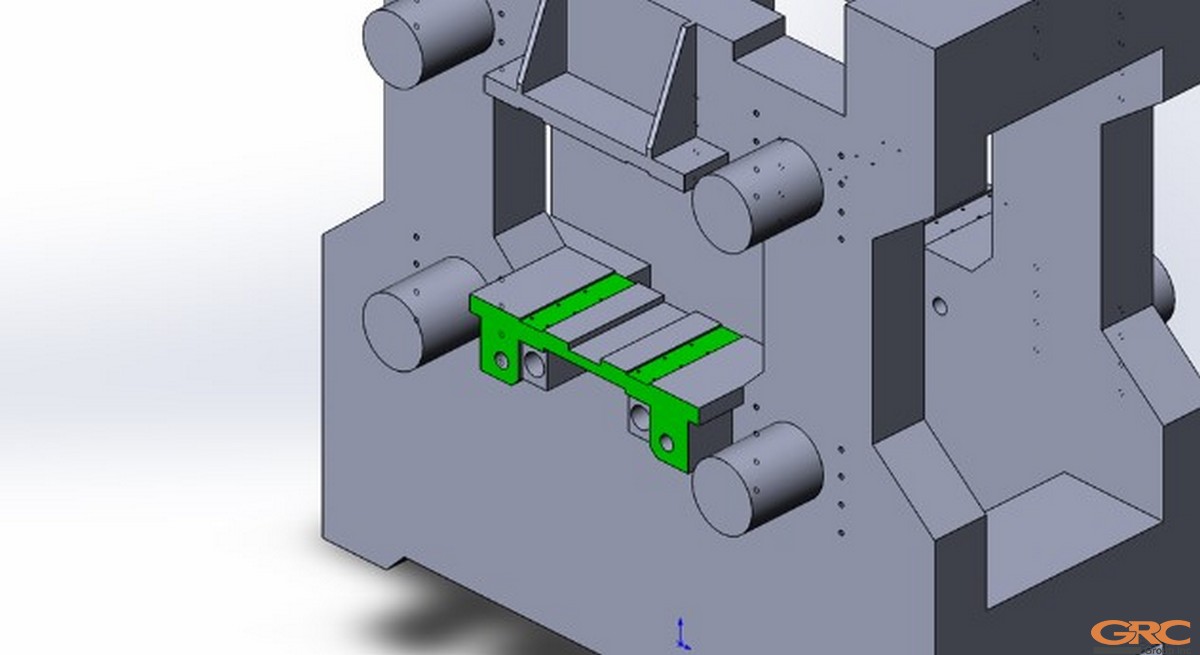
Для удержания валков во время проката заготовки на горизонтальной клети используются сменные кассеты. На кассетах установленны рамы литой конструкции с гидравлическим приводом и направляющими пластинами.
В процессе эксплуатации, при прокате заготовки в результате постоянно возникающих знакопеременных нагрузок происходит износ направляющих пластин, литых рам и гидравлического привода.

Наша задача была:
1. Восстановить плоскости двух торцевых поверхностей клети и шесть посадок под наделки (сменные плиты).
2. Восстановить посадки под направляющие цилиндры («клыки») при помощи расточки в ремонтный размер и запрессовки втулок.
3. Восстановить резьбовые отверстия крепления наделок.
4. Произвести замену приварных корпусов под гидроцилиндры.
Работы проводились в ремонтной зоне сортопрокатного цеха СТАНА 700 с применением мобильно-фрезерного оборудования. Перед началом работ на базу заказчика выехал наш замерщик и собрал необходимы данные для монтажа станка и передал их нашему конструктору. После чего мы собрали мобильно-фрезерный станок специально под заказ. На собственной производственной базе мы также изготавливаем детали под оснастку или на заказ, под проект мы изготовили: контактор для монтажа корпусов, кондуктор для резьбовых отверстий, втулки для посадочного места под «клыки».
Весь объем работ по ремонту прокатной клети стана занял у нас 12 дней.
При работе с проектом нам также помог опыт капитального ремонта Стана 2000 и Стана блюминга, ремонт моталок.
Процесс ремонта прокатной клети СТАНА 700 по следующей технологии:
➫ Произвели очистку клети и демонтаж плит.
➫ С помощью лазерного трекера Leica-АТ403 замерили износ посадок под плиты и торцевых поверхностей.

➫ Выполнили демонтаж корпусов гидроцилиндров.


➫ Зачистили посадки корпусов гидроцилиндров и при помощи сварочного полуавтомата, вварили новые корпуса.

Провели геодезичсекий контроль по окончанию сварочных работ.
➫ Произвели черновую фрезеровку поверхностей под наплавку с помощью мобильного фрезерного станка и наплавили на торцевые поверхности и посадки под плиты слой, толщиной в 1,5 мм.

➫ Выполнили монтаж мобильных-фрезерных станков на обрабатываемую деталь с применением ПС, а также с помощью цепных талей.
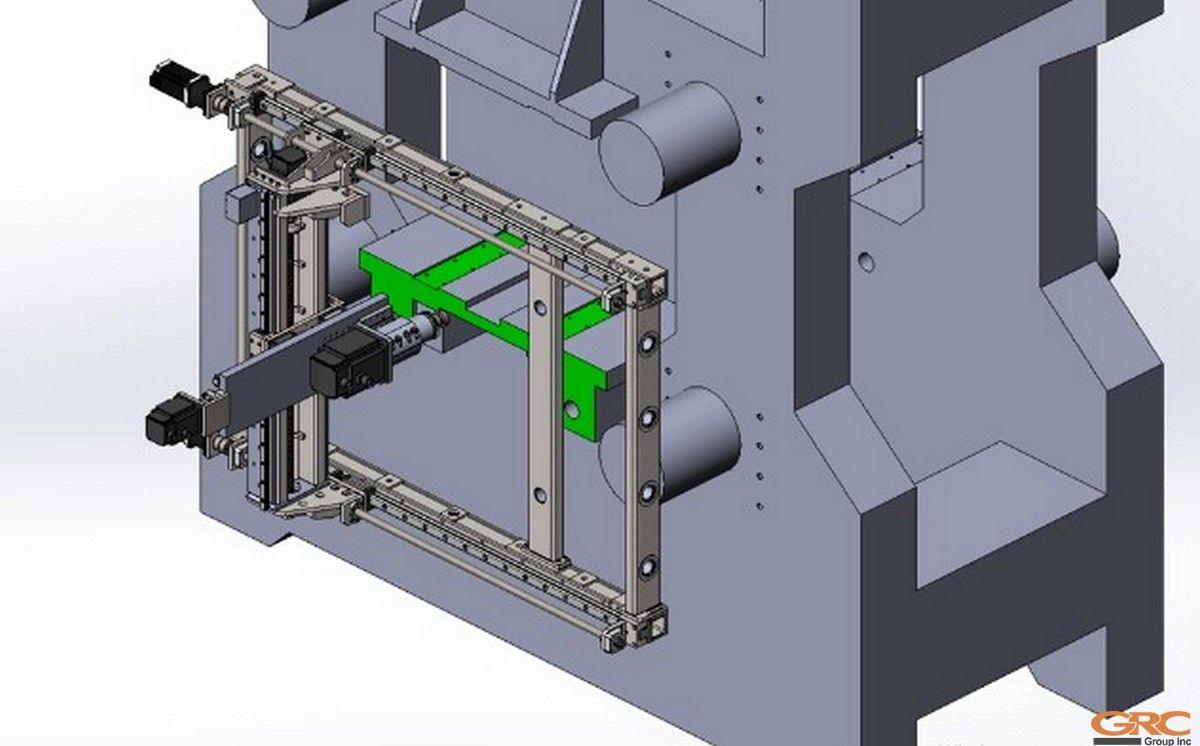

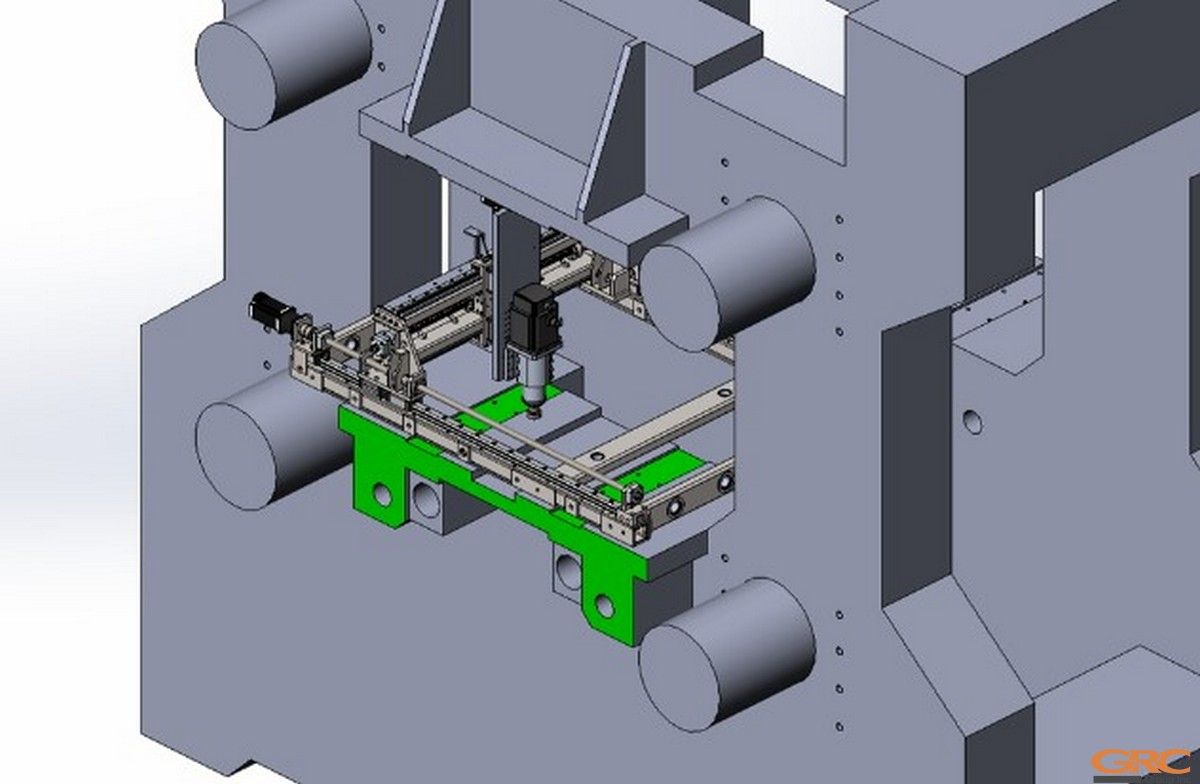


➫ Выполнили чистовую механическую обработку двух торцевых поверхностей клети и четырёх поверхностей под плиты с помощью мобильного фрезерного станка, выдерживая размеры согласно ТЗ.


Произвели восстановление резьбовых отверстий при помощи сверлильного станка на магнитном основании.
➫ Восстановили посадки под «клыки» и с помощью азота запрессовали ремонтные втулки.
➫ Прошли ОТК со стороны Заказчика.


➫ Переставили станки на другую сторону и проделали тот же самый объем работ
➫ Демонтировали станки, оснастку и зачистили поверхности.


















