
")

28620
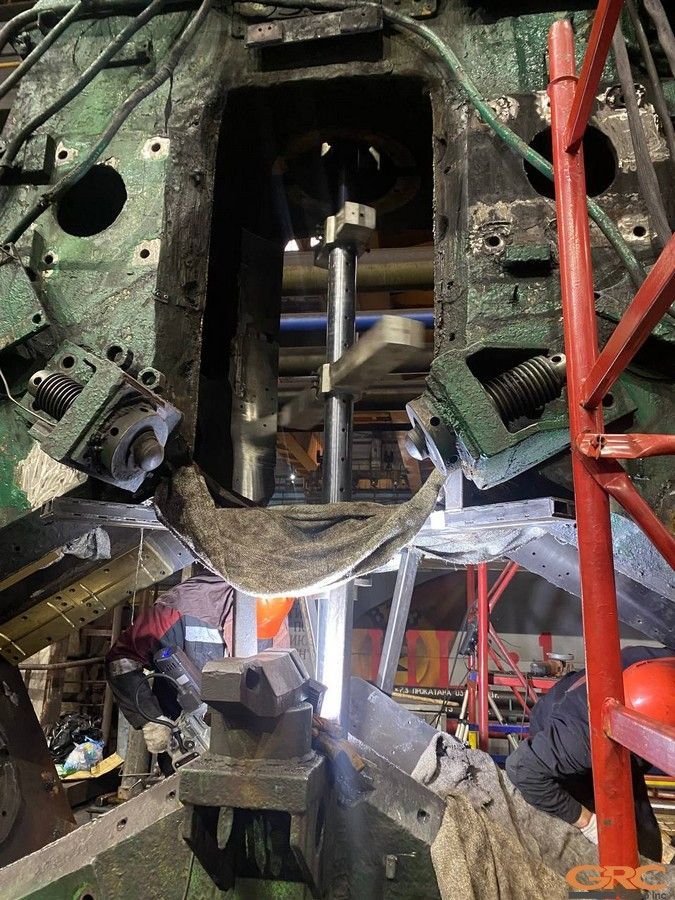
Одной из ключевых задач капитального ремонта трехвалковой клети трубопрокатного стана на Волжском трубном заводе было восстановление посадочных мест в станине под направляющие планки (подробнее об их изготовлении).

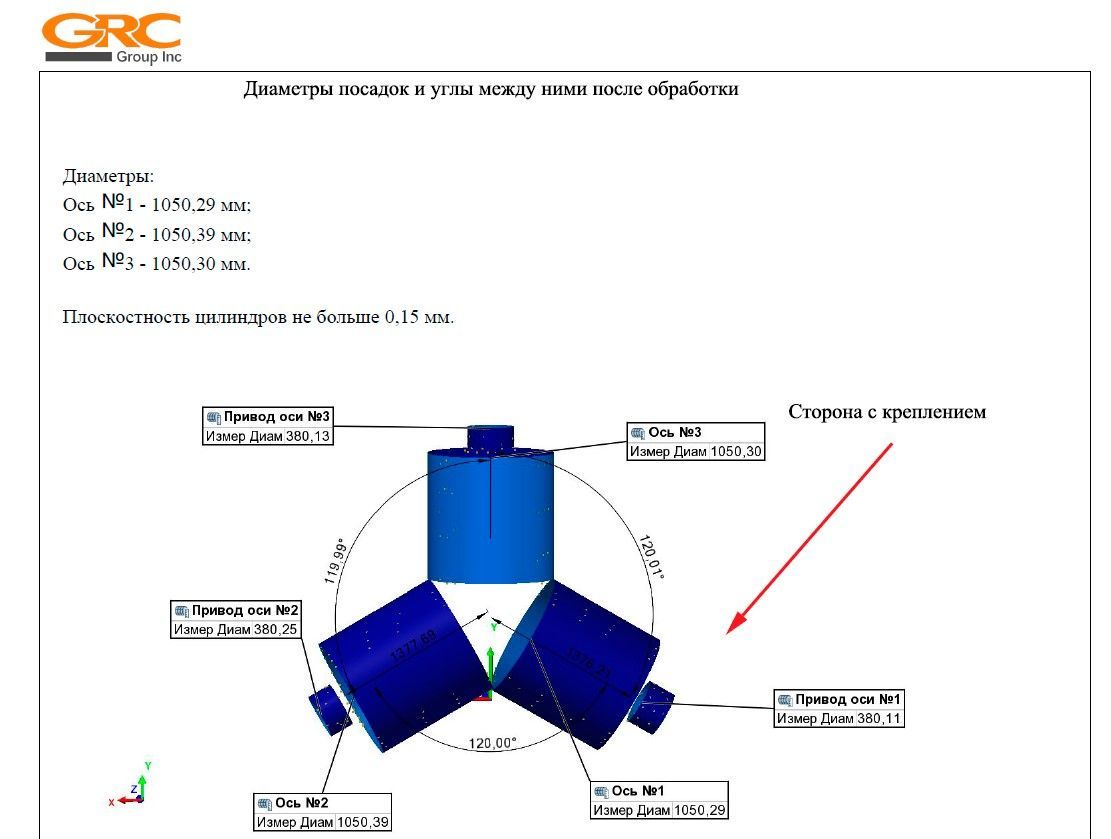
Диаметр посадочных мест: 1050 мм.


Мы воспользовались возможностями нашего собственного мобильно-расточного станка, специально спроектированного для соосной обработки отверстий диаметром от 400 до 1300 мм.
Восстановление посадочных мест в станине трехвалковой клети происходило следующим образом:
– Проработали конструкторскую документацию.
– Демонтировали установленные кассеты с валками.

– Удалили заломыши винтов, которыми крепились предыдущие планки.
– Рассверлили крепежные резьбовые отверстия магнитным сверлильным станком под дальнейшее восстановление наплавкой.


– Демонтировали штифты, которые фиксировали планки.
– Подготовили поверхности под наплавку.
– Далее заменили палец оси смыкания крышки с корпусом так как он был изношен. Крышка имела непроектное положение относительно корпуса, была изношена плоскость смыкания. Совместно с заказчиком было принято решение заменить палец, не восстанавливая плоскость примыкания.


– Так как плоскость сопряжения крышки и корпуса станины не восстанавливалась, ось крышки была отклонена от проектного положения. С помощью геодезического контроля было найдено оптимальное положение общей оси.
– Наплавили поверхности специально подобранным материалом, с учетом работы клети.



– Расточили посадочные места в чистовые размеры мобильно-расточным станком.




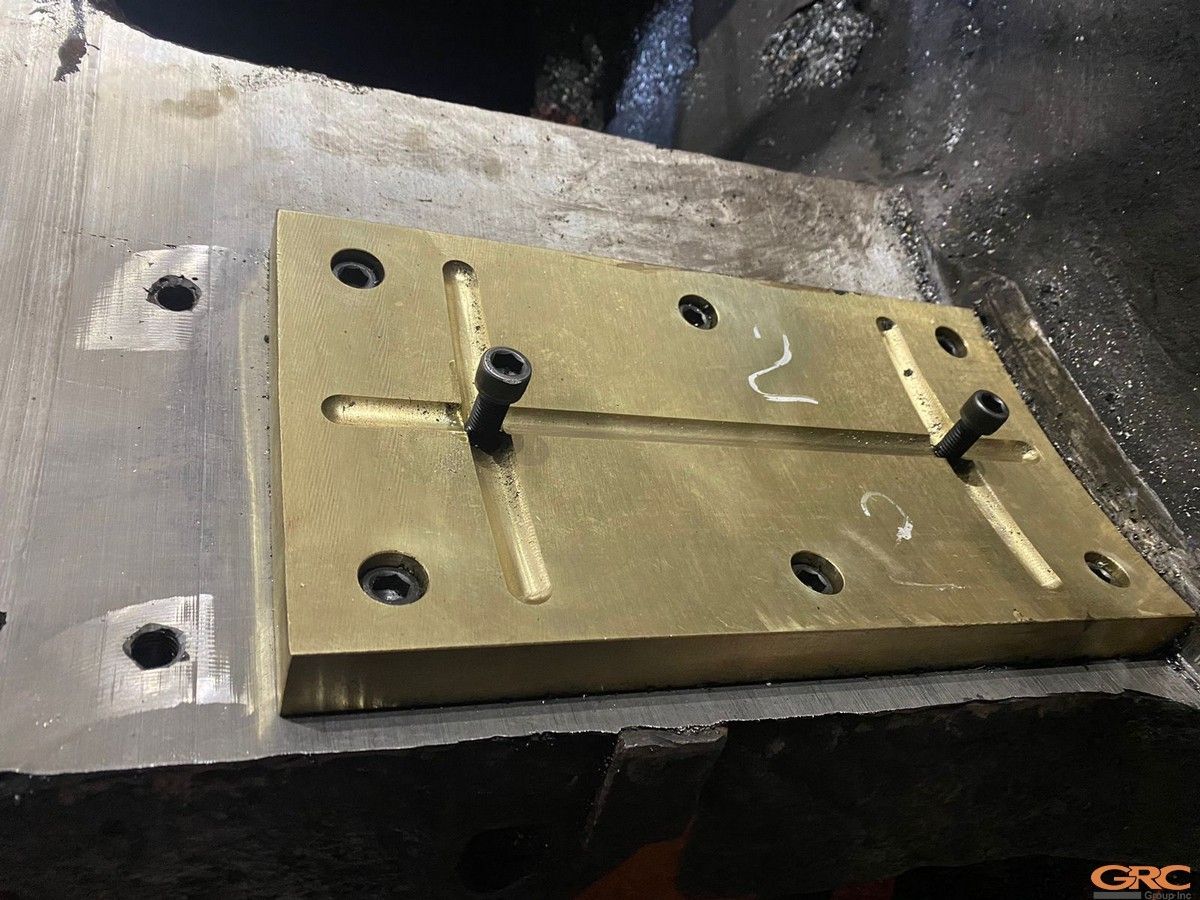
– На готовые посадочные места были установлены направляющие планки, которые мы использовали в качестве кондукторов, просверлив через них крепежные отверстия. Затем были выполнены отверстия для установки штифтов. Штифты эффективно предотвращают смещение, а планки подвергаются нагрузкам на смещение.



Также мы восстановили резьбовые отверстия под крепления навесного оборудования, которое крепится на станину.

Изготовили нажимные винты, упорные гайки, уравновешивающие гайки по чертежам заказчика.


















