
")

23309
К нам на производство привезли 19-ти метровую тяговую штангу, используемую в машине для калибровки труб CMR 1000-12,5 производителя Haeusler.
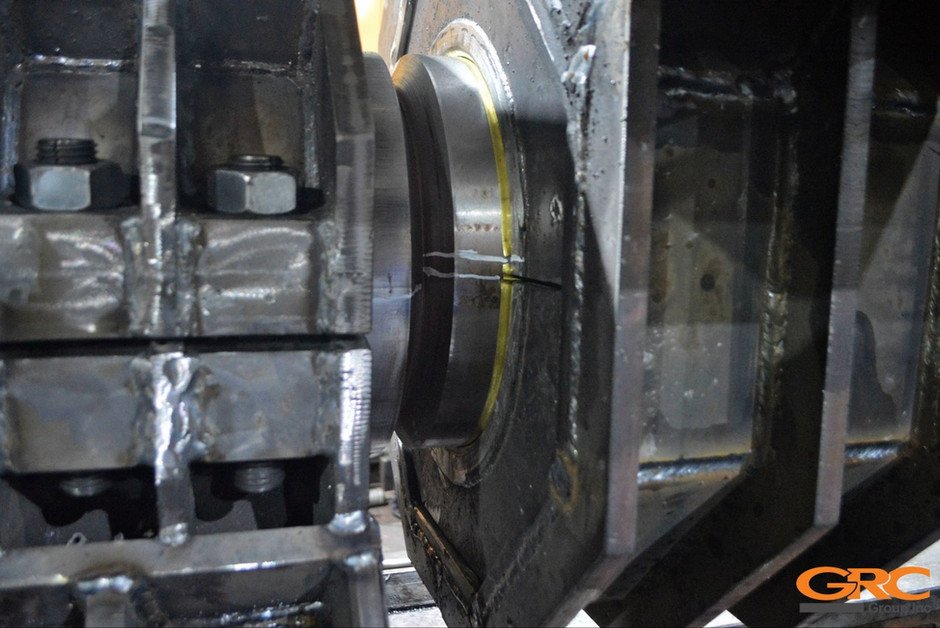
Штанга пришла с разрывом хвостовой части по специальной силовой резьбе Niemann.

Восстановление осуществляем свинчиванием нового хвостовика и длинной части штанги, с последующей приваркой шва.
Подробное выполнение ремонта тяговой штанги по этапам:
✅ Первым этапом после визуального осмотра проводим ультразвуковую и цветную дефектоскопии. На основании которых совместно с заказчиком приняли решение о технологии восстановления целостности детали и длине ремонтного участка;


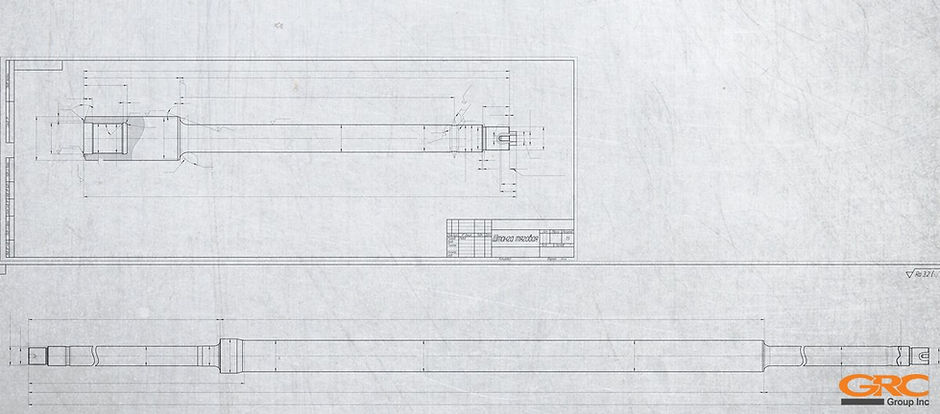
✅ Следующим этапом идет конструкторская подготовка. Разрабатываем чертежи оснастки, сборки и поковки хвостовой части, механической обработки составных частей, шаблона для контроля галтельных переходов;






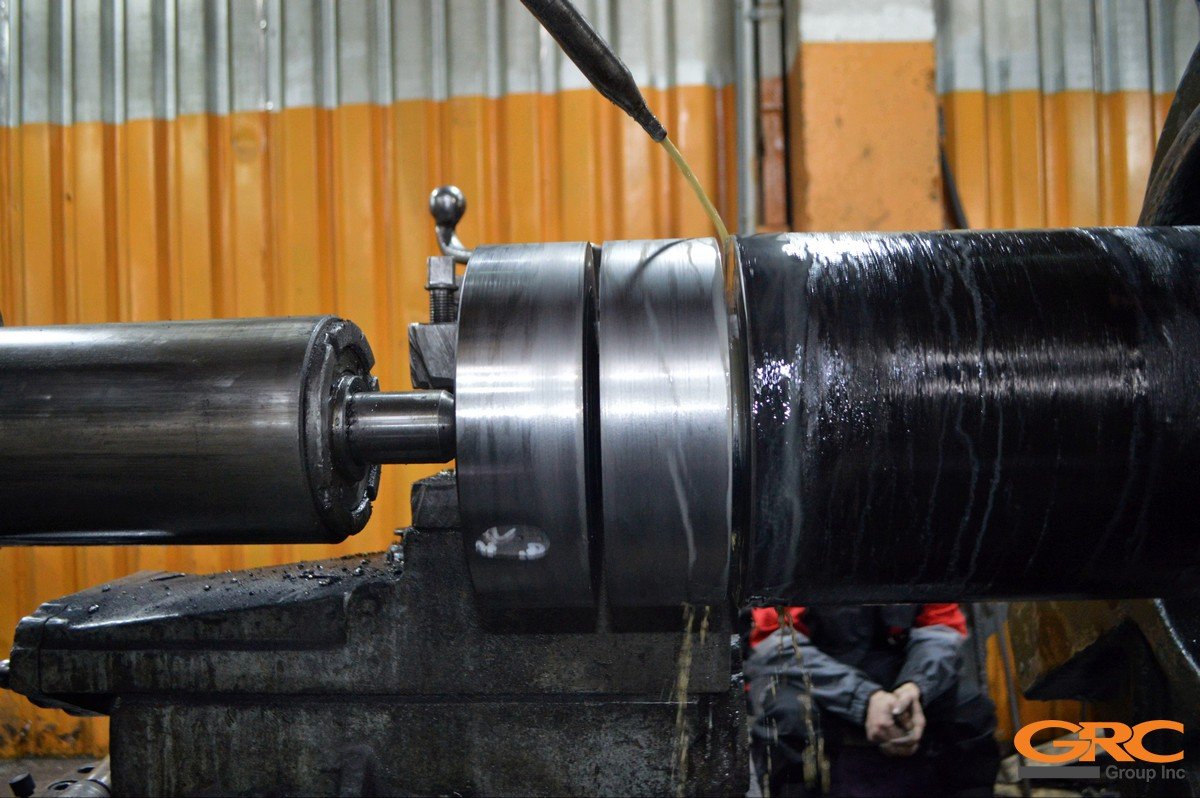
✅ Далее на токарном станке ДИП-500 обрабатываем поковку под хвостовую часть с последующим проведением цветной дефектоскопии на наличие микротрещин. После этого отправляем хвостовик на термообработку;




✅ После термообработки проводим исследование механических свойств материала хвостовика по образцам из концевой части детали;


✅ Следующим этапом ремонта тяговой штанги обрабатываем хвостовик в чистовой размер с последующей шлифовкой. Контроль резьб и галтельных переходов проводим универсальными измерительными приборами, калибрами и шаблонами;

✅ Далее выставляем длинную часть штанги на токарный станок для обработки, при помощи дополнительно изготовленных роликоопор (с регулировкой положения штанги для точной установки на оси), люнетов, устанавливаемых за пределами станины;



✅ Затем подготовленные детали в сборе выставляем на токарный станок и свинчиваем. Затяжку силового резьбового соединения осуществляем с помощью гидравлического ключа и изготовленной оснастки;

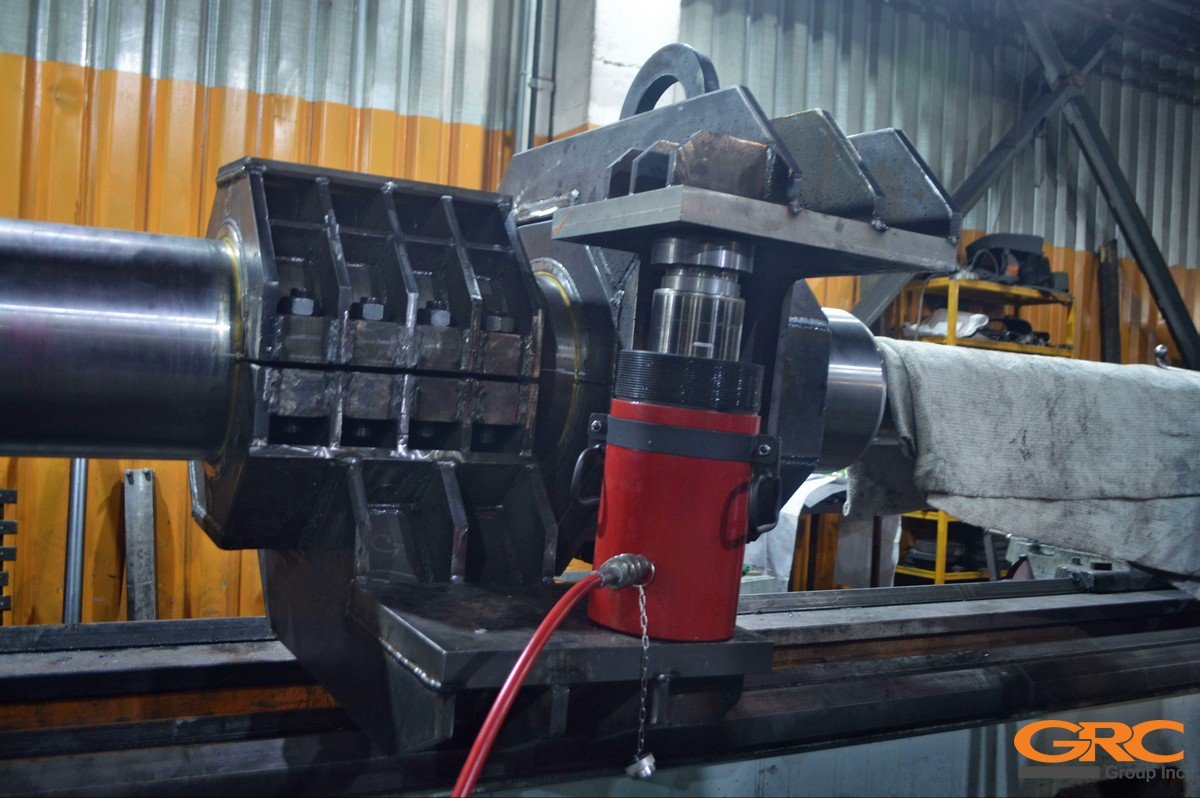
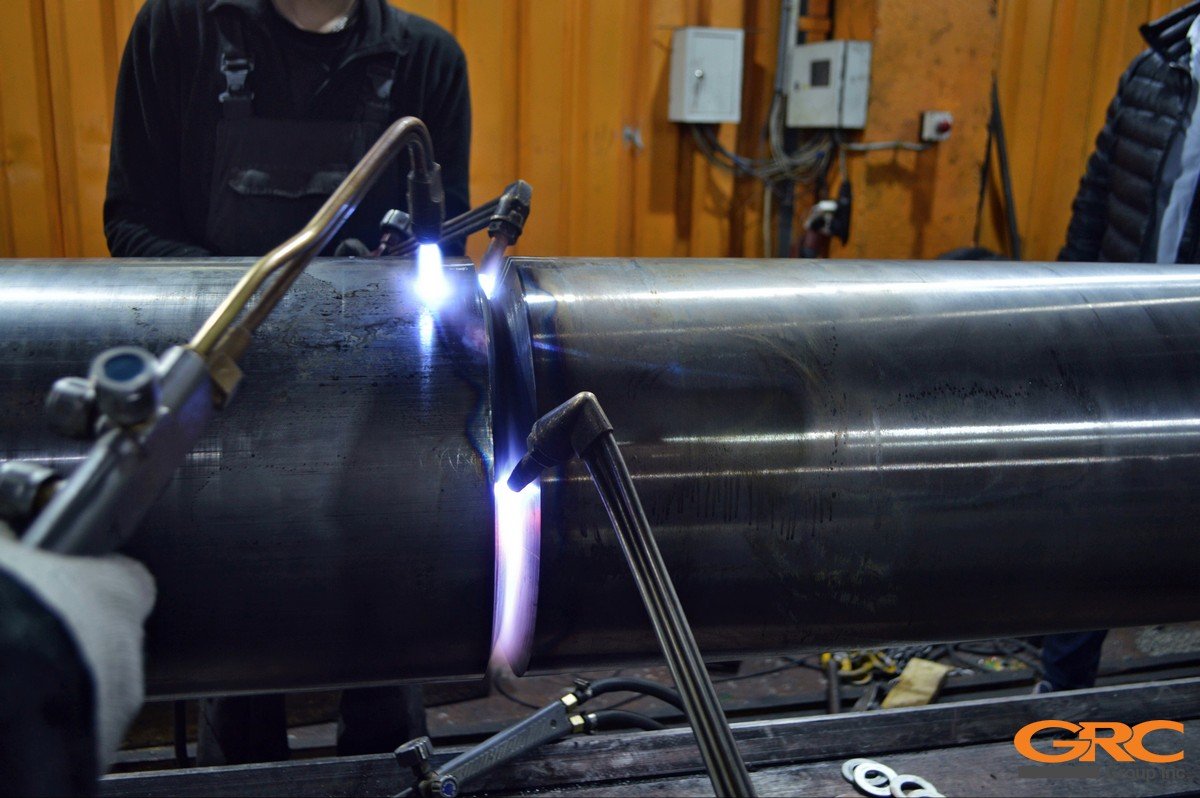
✅ Следующим этапом ремонта тяговой штанги провариваем стык по специальной технологии (2-мя видами сварочного материала) с необходимым нагревом и вращением на станке;




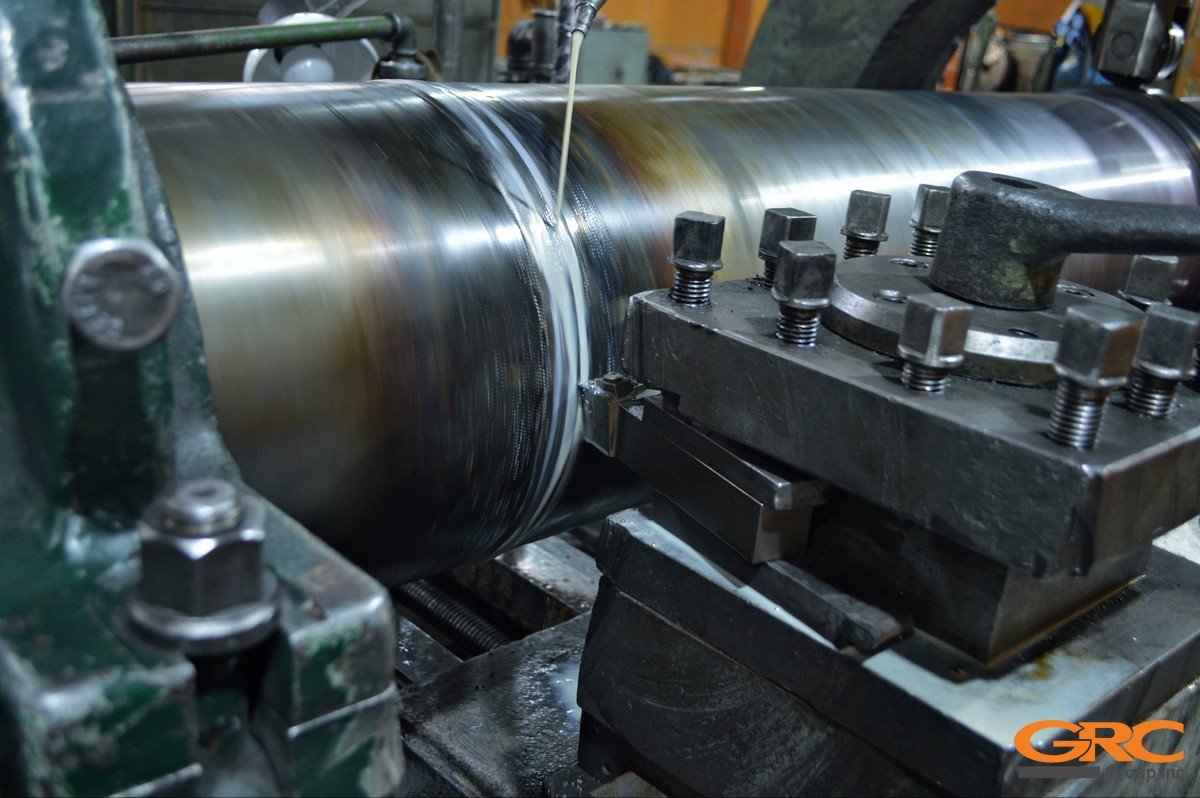
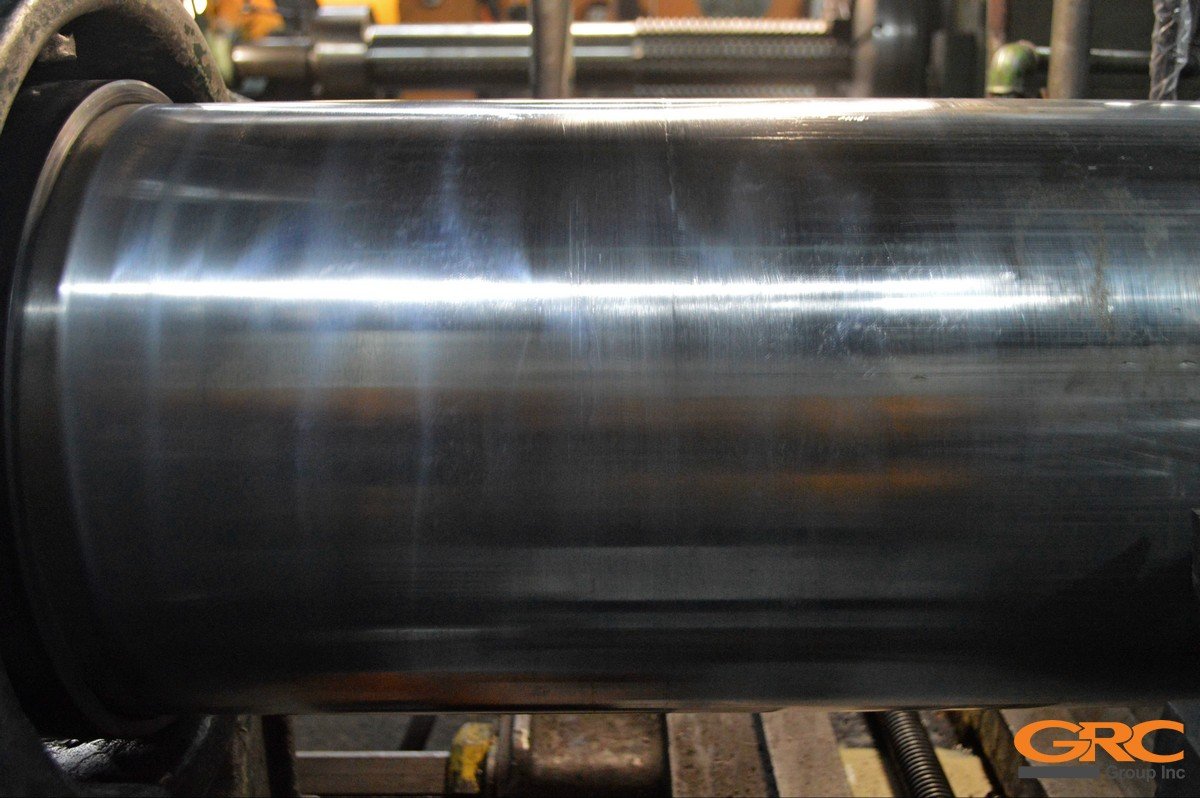
✅ После медленного остывания шва, протачиваем стык с последующей полировкой;
Финальный этап – проводим исходящий контроль, упаковываем и отправляем заказчику.



Ремонт тяговой штанги завершен!
Другие примеры обработки металла на универсальных токарных станках


















