
")

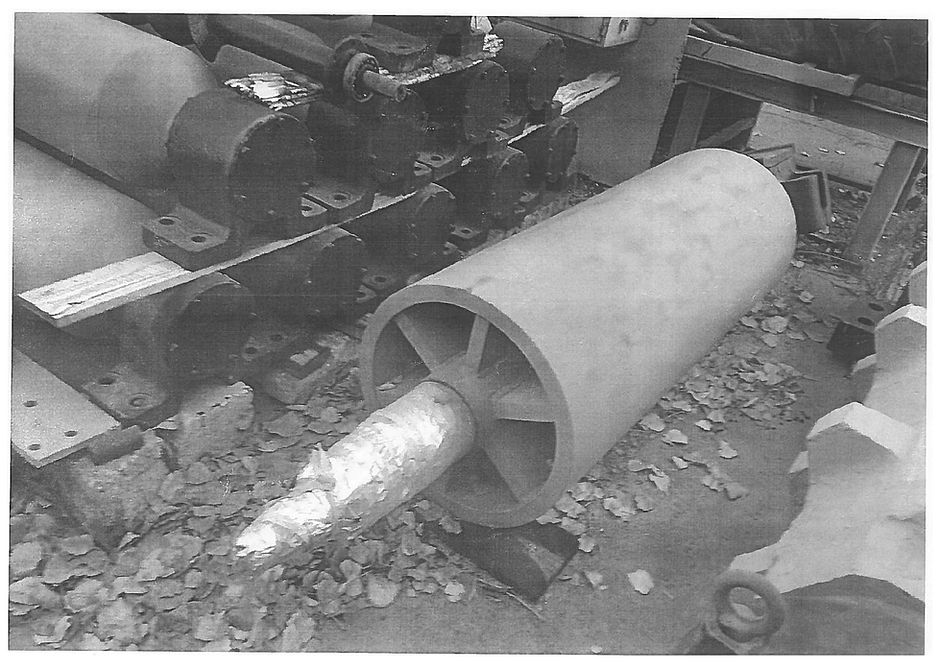
На производственном предприятии по добыче гипсового камня и его переработки, помимо основного технологического оборудования, широко применяются механизмы для перемещения кусковых и порошкообразных материалов. Для перемещения на большие расстояния между производственными цехами применяются ленточные и скребковые конвейеры (транспортеры). Ленточный конвейер оборудован одним приводным валом, одним натяжным валом и несколькими холостыми роликовыми опорами, которые поддерживают конвейерную ленту от 1,0 – 1,5 метра друг от друга. К нам в работу привезли один из роликовых опор от конвейерной ленты со сломанным хвостовиком вала. Перед нами поставили задачу провести оперативный ремонт в кротчайшие сроки в течении 4 рабочих дней. После дефектовки нами было принято решение демонтировать вал и изготовить новый т.к восстановить старый не было возможности. Нашей особенностью является наличие двух токарных станков и двух КРС для оперативного ремонта, и изготовления нескольких деталей одновременно.
Первый день работы:
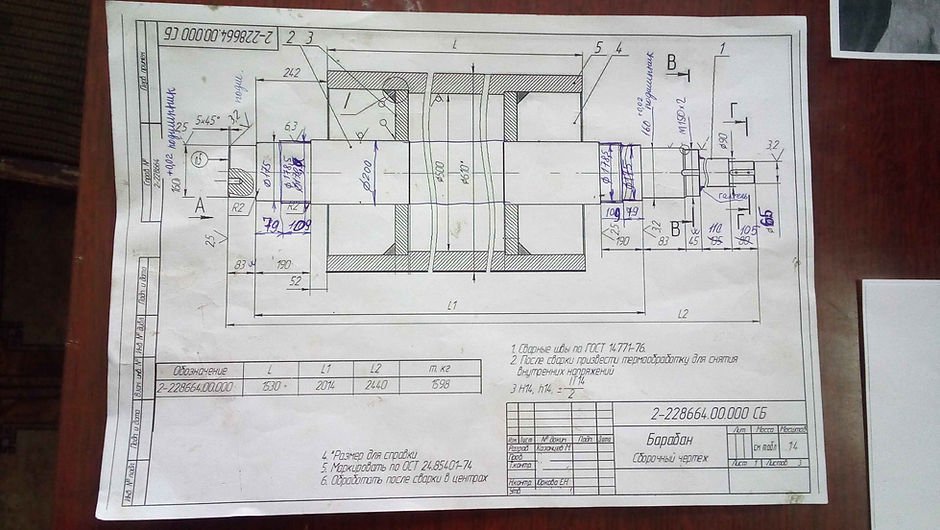
- Конструкторская проработка и составление чертежей на новый вал и цапфы, демонтаж старых цапф с валом газовым резаком;
- Установка барабана на токарный станок ДИП-500 для расточки внутреннего диаметра в больший диаметр под новые цапфы.




Второй день работы:
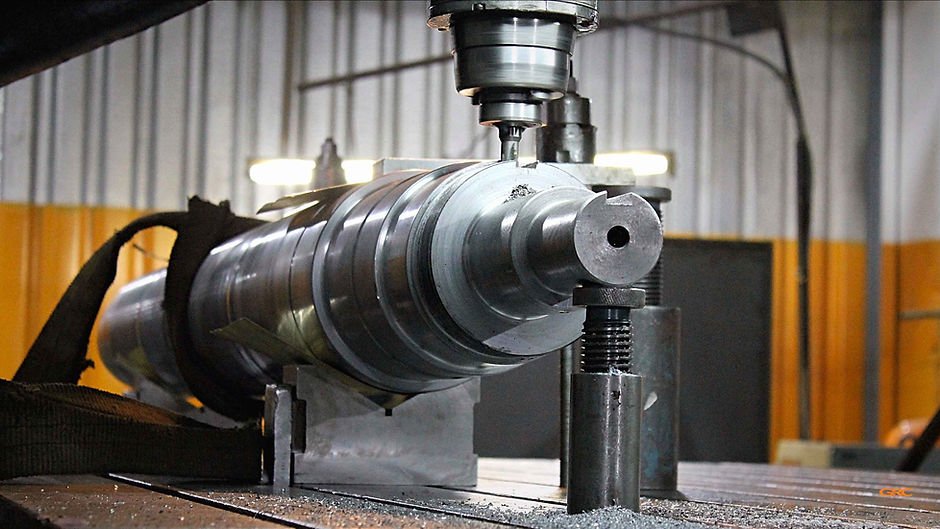
- Устанавливаем заготовку на второй токарный станок для изготовления нового вала по чертежу;
- Вырезаем газовым резаком диски из конструкционной стали толщиной 20 мм — 8 шт;
- Свариваем между собой металлические диски для более быстрой токарной обработки.

Третий день работы:
- На третий день снимаем барабан с токарного станка и устанавливаем на него диски для изготовления новых цапф по чертежу;
- Готовый вал устанавливаем на КРС для фрезеровки новых шпоночных пазов.




Четвертый день работы:
- После изготовления вала и новых цапф начинаем сборку ленивого вала ленточного конвейера;
- Устанавливаем внутренние цапфы и после монтируем вал в барабан;
- Привариваем цапфы к валу и барабану;
- Устанавливаем и привариваем передние цапфы на барабан ленточного конвейера;
- После проведенных работ зачищаем сварочные швы и отправляем заказчику.



Примеры других работ по изготовлению валов


















