
")

29537
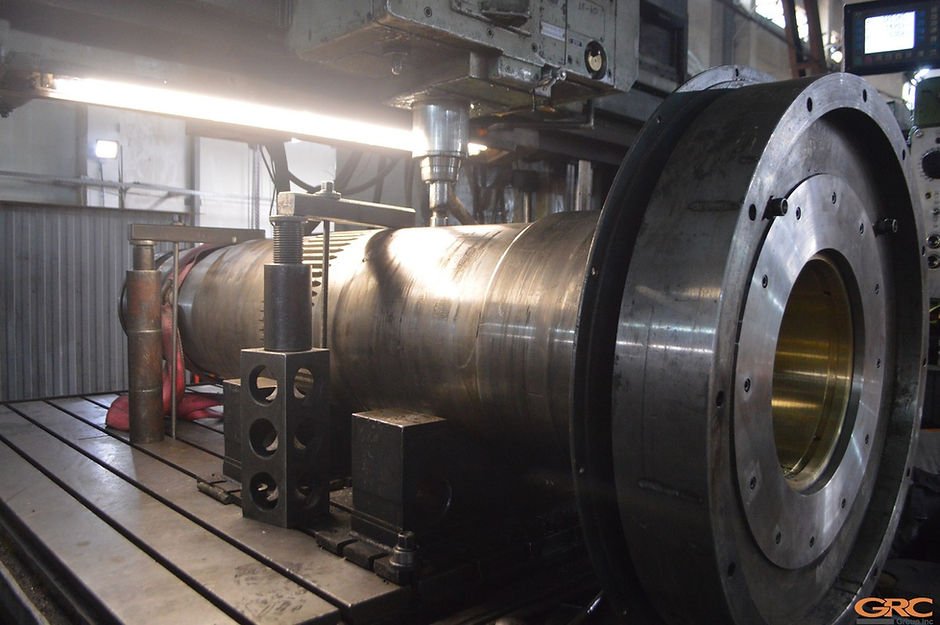
К нам поступил заказ на ремонт вала барабанной моталки реверсивного стана холодной прокатки 1450.

Наша задача:
- Восстановить резьбу хвостовой части вала
- Восстановить посадочное место подшипникового узла выносной опоры
- Выполнить замену втулок в полом валу
- Восстановить шпоночное соединение полого вала с валом-штангой



Процесс ремонта вала барабанной моталки
Первый этап
▶ Разработка конструкторской документации
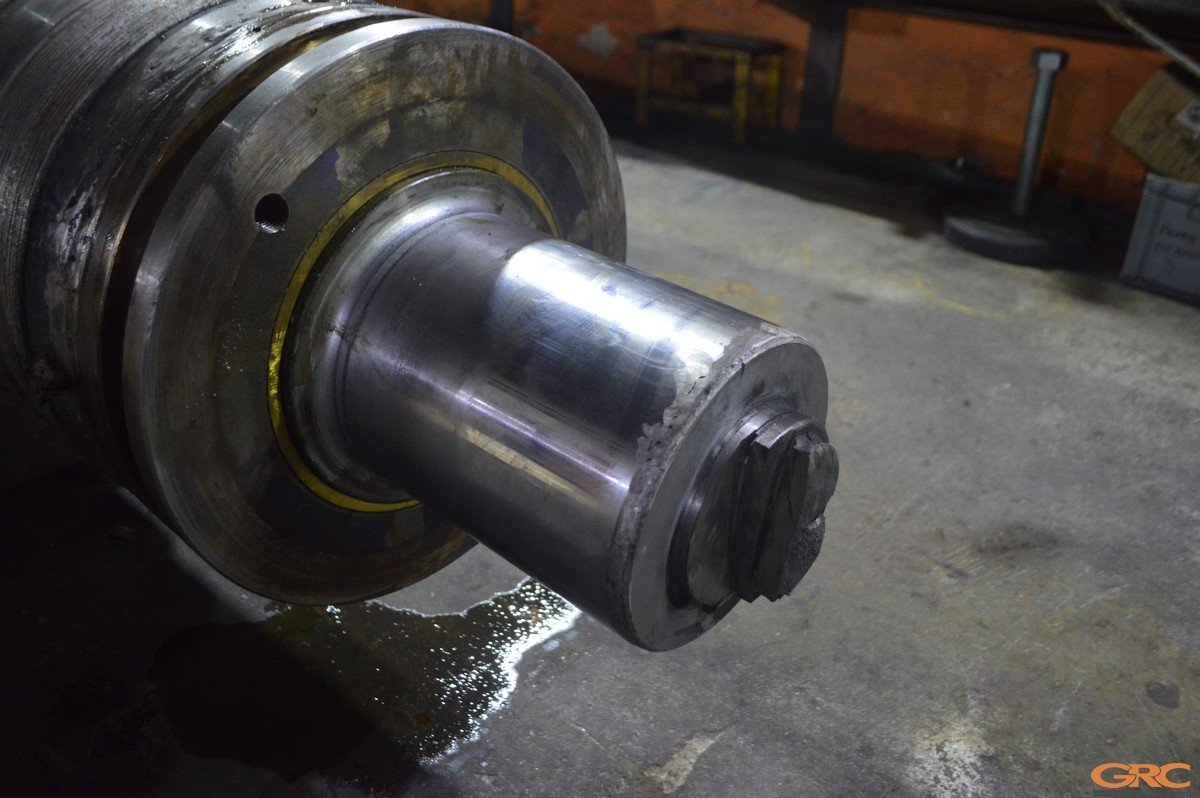
▶ Так как резьбовая часть хвостовика была сломана, мы демонтировали остатки и расточили посадочное место на токарном станке.

▶ Изготовили новый хвостовик и выполнили термическую обработку для увеличения прочностных характеристик.
▶ Запрессовали новый хвостовик с помощью жидкого азота и обварили.




▶ Проточили резьбу.

➤ С другой стороны проточили шейку под наплавку.


➤ Наплавили подобранный материал аналогичный заводскому. Наплавку проводили на токарном станке во вращении, без демонтажа вала.

➤ Далее проточили шейку в заводские диаметры.

Второй этап
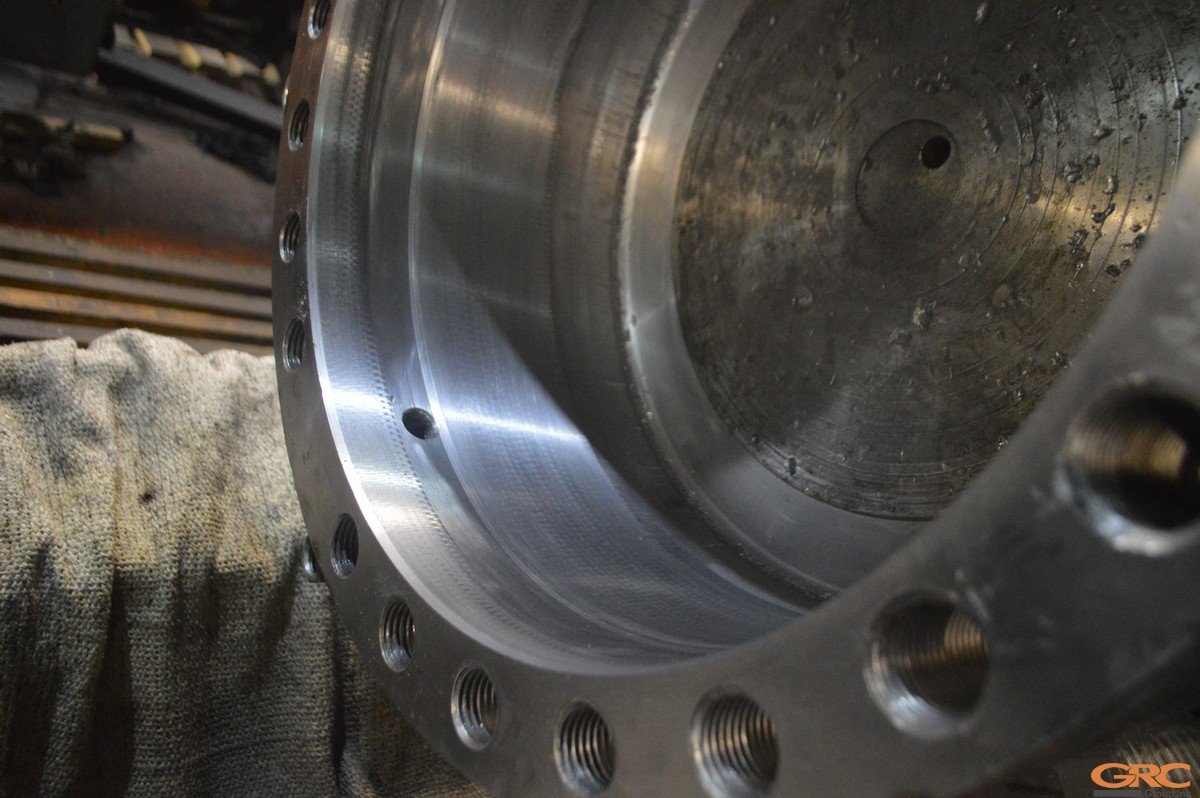
Следующий этап это замена бронзовых втулок скольжения в полом валу и восстановление гидроцилиндра, который обеспечивает линейное перемещение вала-штанги.
● Демонтировали старые втулки.

● Изготовили новые втулки с диметром 370 мм и 270 мм.

● Запрессовали новые втулки.


Далее требовалось доработать поршень гидроцилиндра под новую резьбу вала-штанги.
● Расточили диаметр и изготовили резьбу.


● Выполнили шлифовку гильзы.


Третий этап
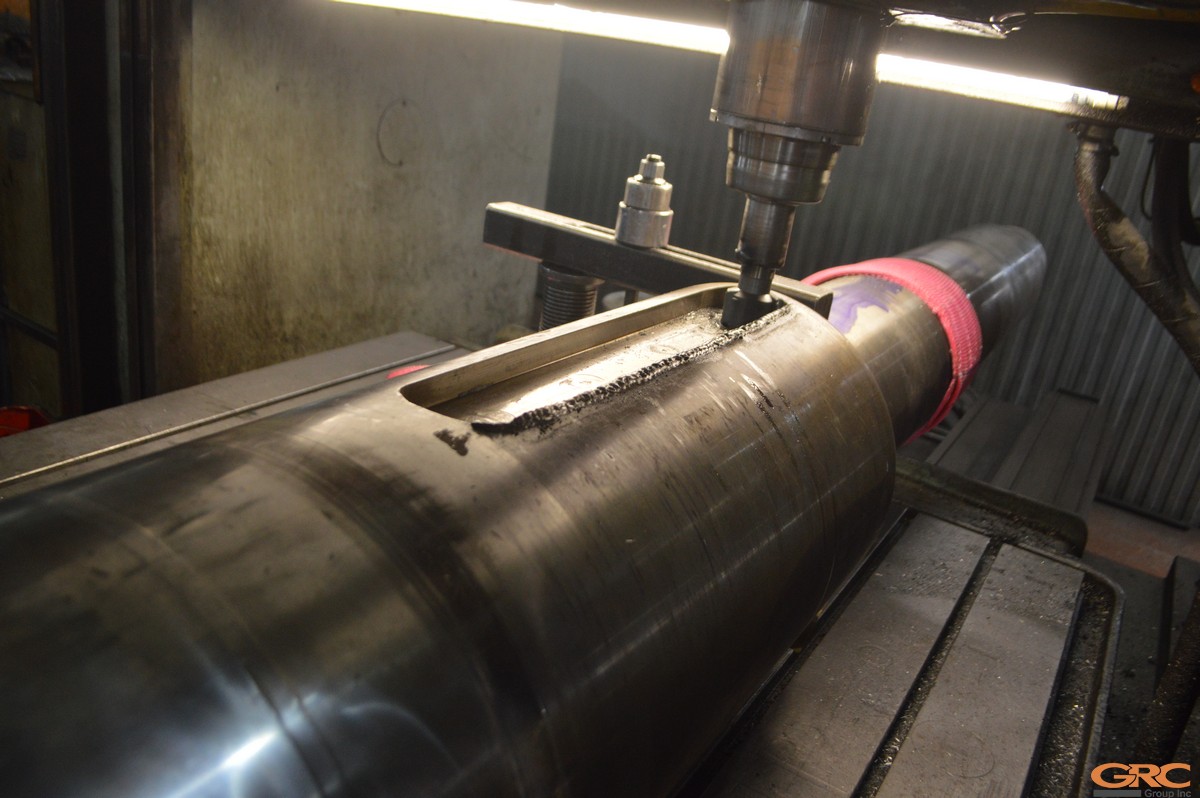
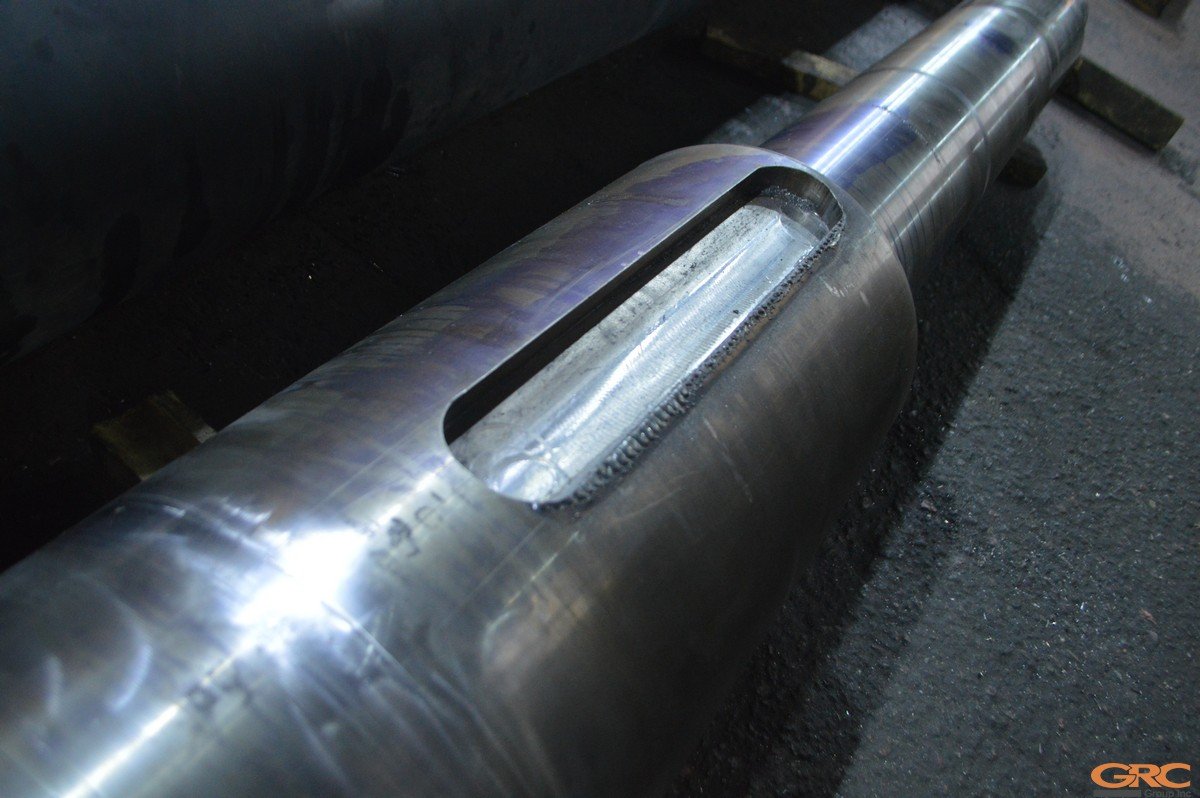
◆ Фрезерная обработка шпон-паза полого вала на координатно-расточном станке.
◆ Фрезерная обработка шпон-паза вала-штанги.
◆ Контрольная сборка.

Сдача заказа.


















