
")

20986
В этой публикации мы рассмотрим новую технологию восстановления литьевого агрегата с применением мобильно-расточного станка.

Оборудование: Литьевой агрегат инъекционной установки ТПА Netstal PET-LINE
В данной работе мы столкнулись с задирами и износом рабочей внутренней поверхности литьевого агрегата на глубине до 650 мм, включая технологические переходы.


Сложность заключается в том, что координатно-расточной станок в виду своих технологических особенностей может растачивать детали на глубину только до 450 мм.
Корпус изготовлен из чугуна — восстановление наплавкой не рассматривается.
В связи с этим, мы доработали существующую технологию по ремонту литьевых агрегатов и применили мобильно-расточное оборудование, которое проектируем и разрабатываем на собственной производственной площадке
Задача: Восстановить рабочие поверхности литьевого агрегата
Технология ремонта литьевого агрегата ТПА Netstal PET-LINE:
1. Прорабатываем конструкторскую документацию;
2. С помощью специальной центрирующей оснастки выставляем мобильно расточной станок и растачиваем внутренний диаметр корпуса узла впрыска устраняя механические повреждения до глубины 650 мм.






На данном этапе, так же мы устраняем ещё один выявленный недостаток старой технологии.
На переходах, находящихся на глубине 650 мм находится технологическое отверстие (маслоканал) которое перекрывалось во время работы оборудования, данный недостаток мы решили путем выравнивания переходов и доработки поршня…


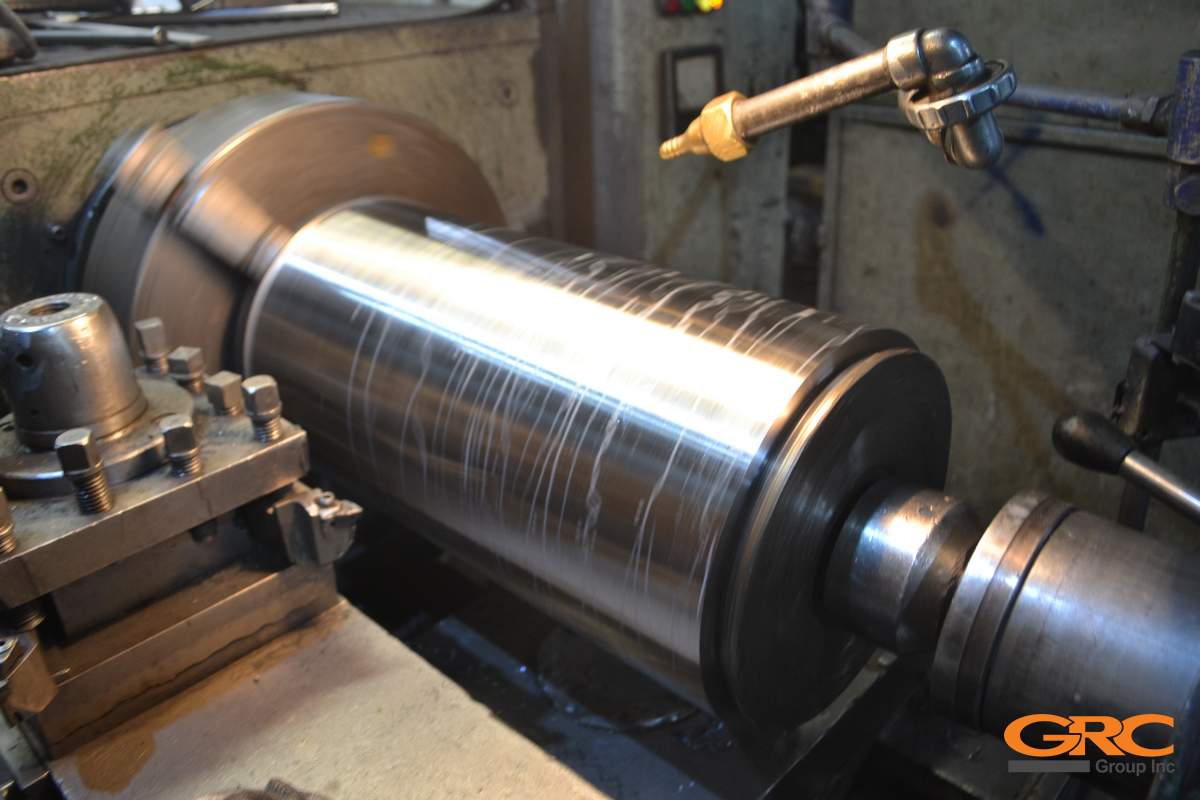
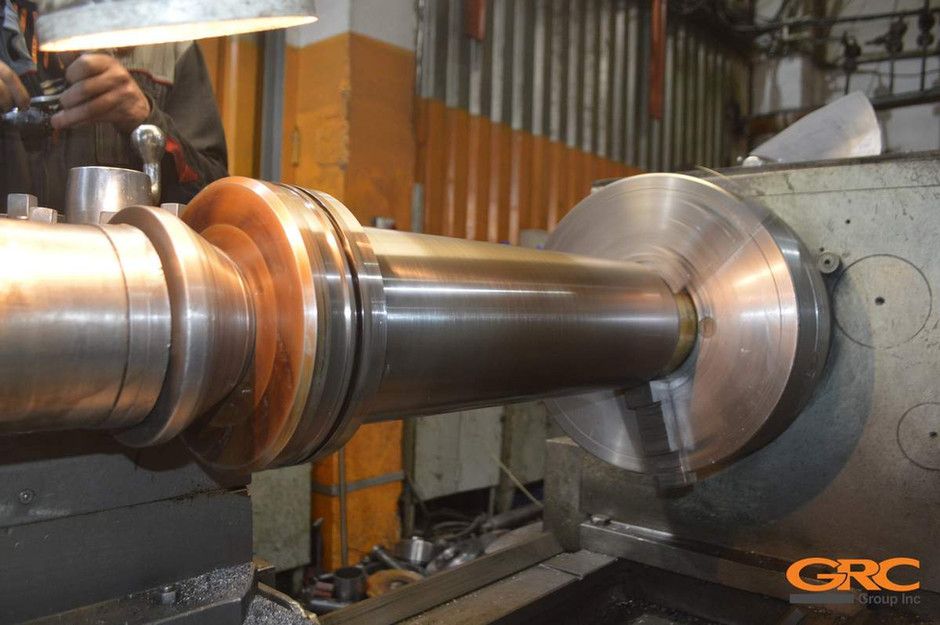
3. Во время расточных работ, на токарном участке мы изготавливаем новую гильзу, восстанавливаем и дорабатываем поршень.
Изготовление гильзы проходит в 3 шага:
— Черновая обработка заготовки с припуском под закалку;
— Термическая обработка;
— Чистовая токарная обработка под диаметр литьевого агрегата с технологическими фасками под РТИ.

Во время износа внутренней поверхности корпуса, от образовавшейся стружки разрушается рабочая поверхность поршня…
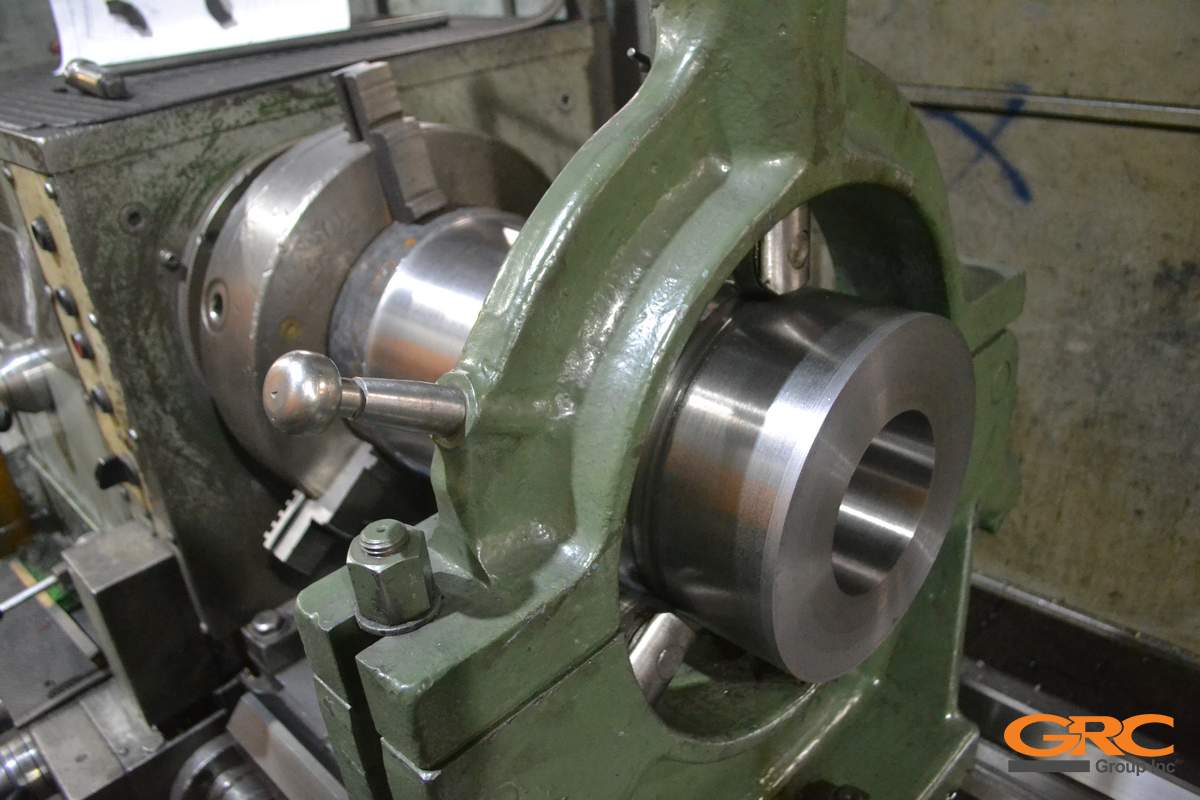
Восстанавливаем инъекционный поршень протачивая наружный диаметр до устранения задиров.
Затем компенсируем технологическое отверстие агрегата на поршне путем изготовления шайбы, которую запрессовываем на поршень и токарно доводим в заданный размер.


4. Устанавливаем РТИ, при помощи жидкого азота запрессовываем гильзу, выполняем комплекс малярных работ и сдаем работу !






















