")

18693
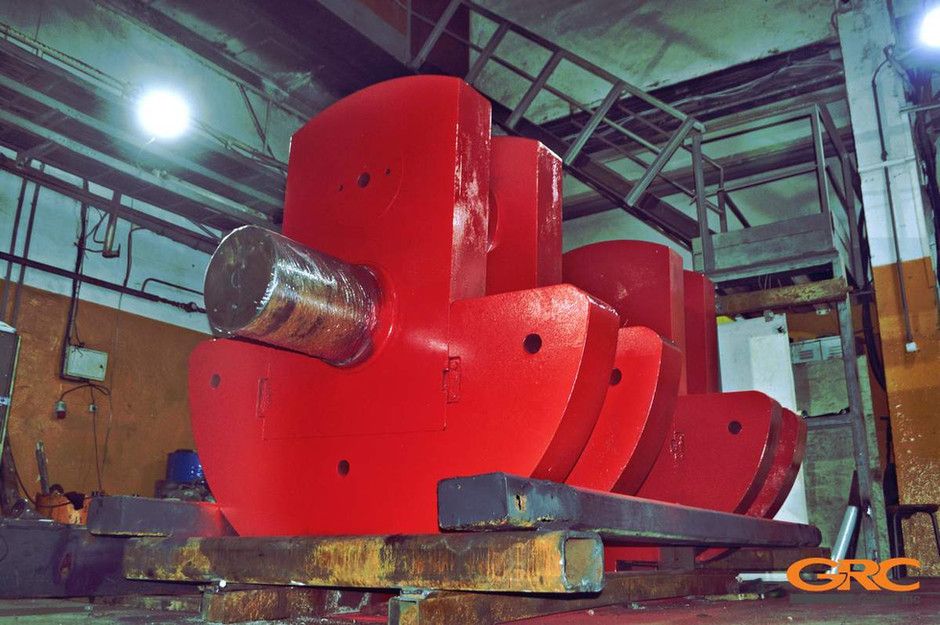
В наше производство поступила заказ от Челябинского трубопрокатного завода, по восстановлению коленчатого вала стана холодной прокатки труб (ХТП-250).
Вес оборудования 12 тонн
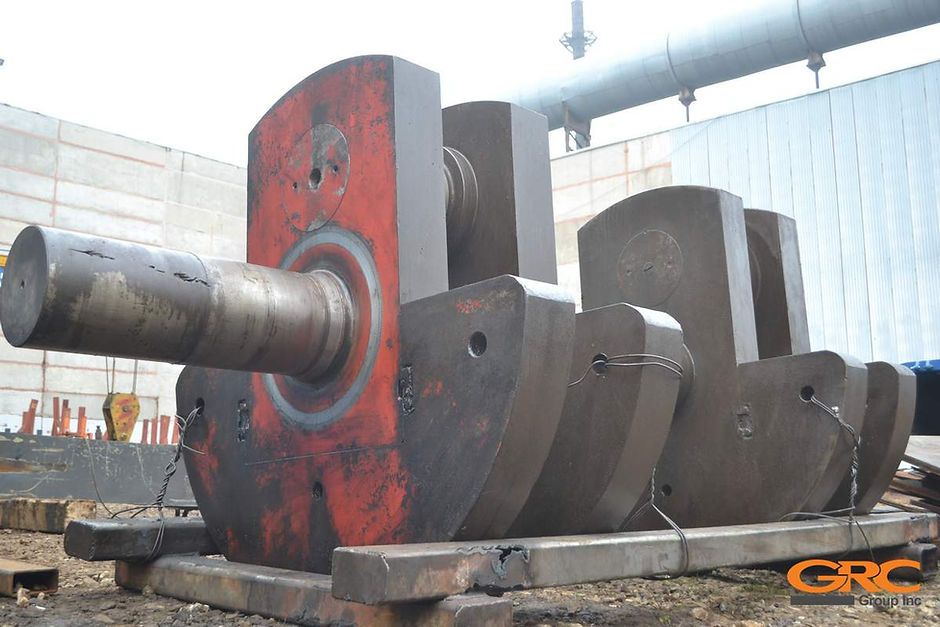
На шатунных шейках установлены подшипники скольжения, выполненные в виде полусфер с баббитовой заливкой. В процессе длительной эксплуатации на коленчатом валу образовался механический износ и эллипсность шатунных шеек, в следствии чего стала невозможной дальнейшая эксплуатация стана.

Дефектовка оборудования:
1. Эллипс на валу с разностью диаметров 4-8 мм., фактический диаметр шатунных шеек 343-348 мм.
2. При выходе из строя подшипника образовался износ коренной шейки, фактический размер 319,55 (при номинале 320) со стороны приводной муфты.
Задание от заказчика:
1. Выполнить механическую обработку шатунных шеек (2шт) с диаметра 350 h8 (-0.089) в ремонтный размер Ø337,75 h8 (-0.089).
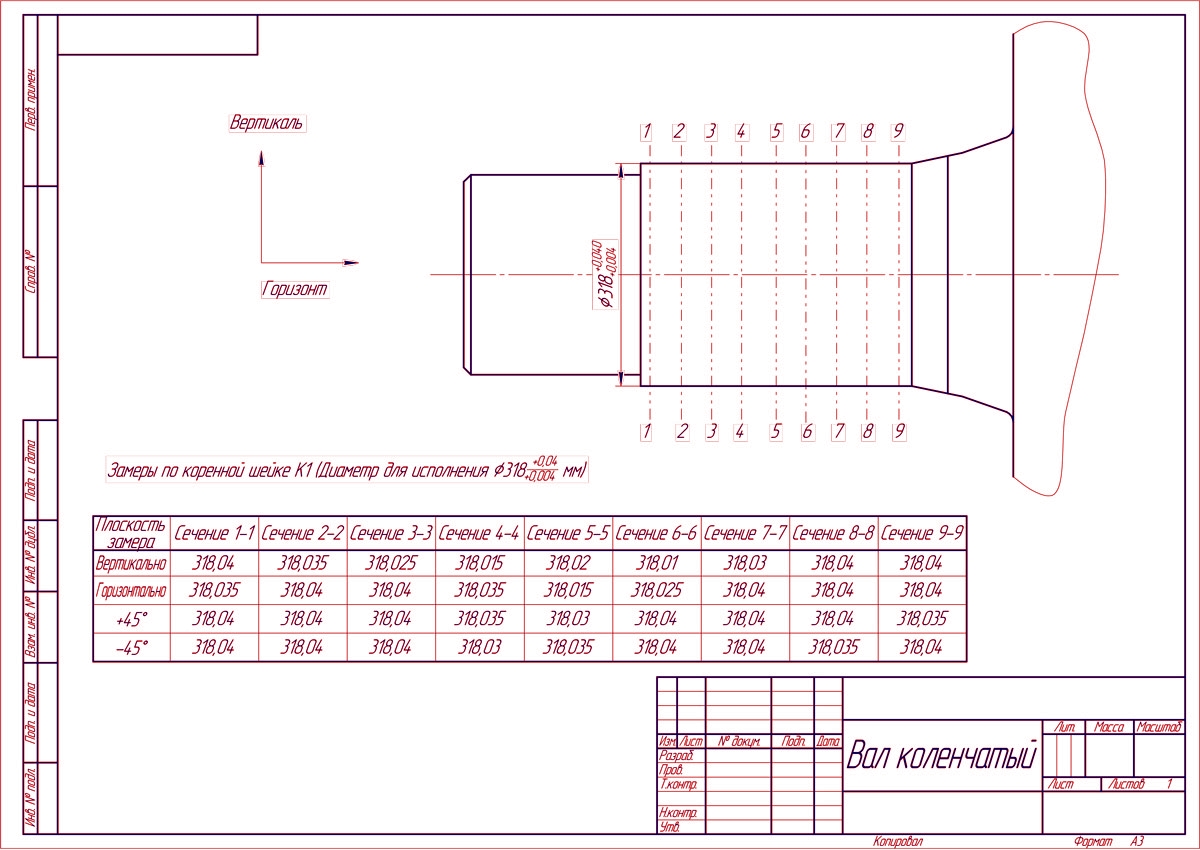
2. Выполнить механическую обработку изношенной коренной шейки (со стороны приводной муфты) с диаметра 320 k6 (+0,040+0,004) в ремонтный размер 318 k6 (+0,040+0,004).
3. Обеспечить шероховатость поверхности Ra0,8
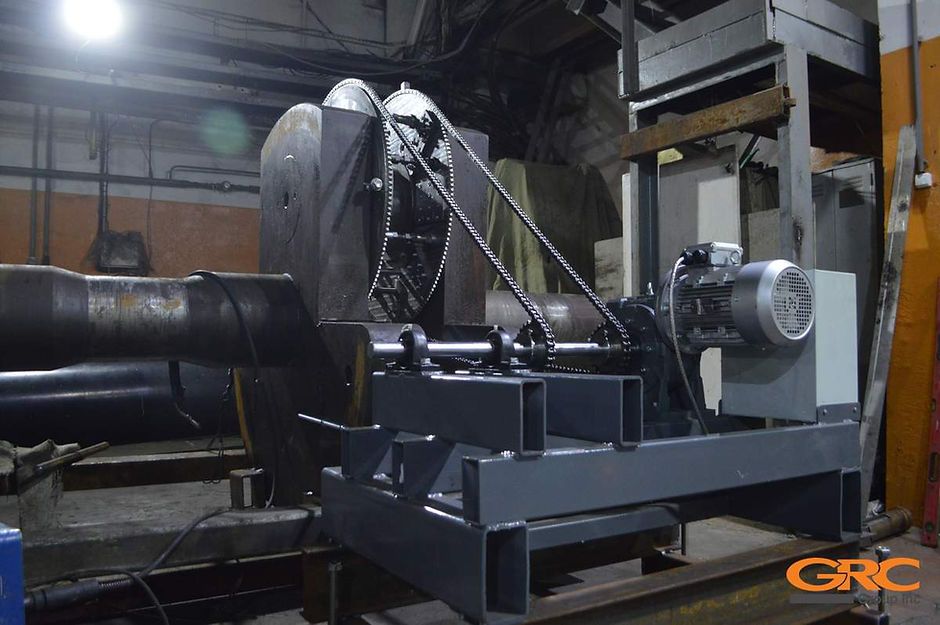
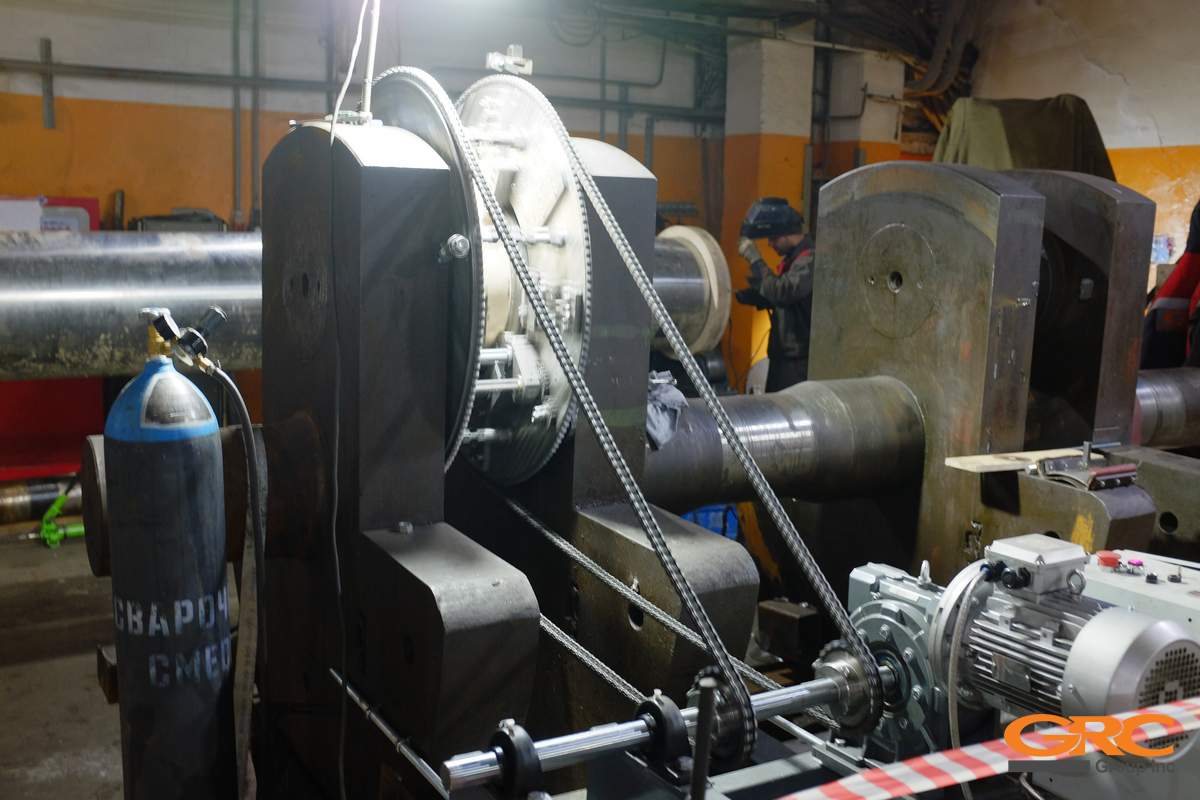
Мобильное оборудование существенно упрощает процесс восстановления изношенных шеек деталей крупногабаритного промышленного оборудования, поэтому под данный проект мы изготавливаем мобильный токарный станок на базе собственного производства.
По готовности нового портативного оборудования, оснастки и проработке конструкторской документации мы выставляем станок и приступаем к мобильной проточке шеек коленчатого вала.


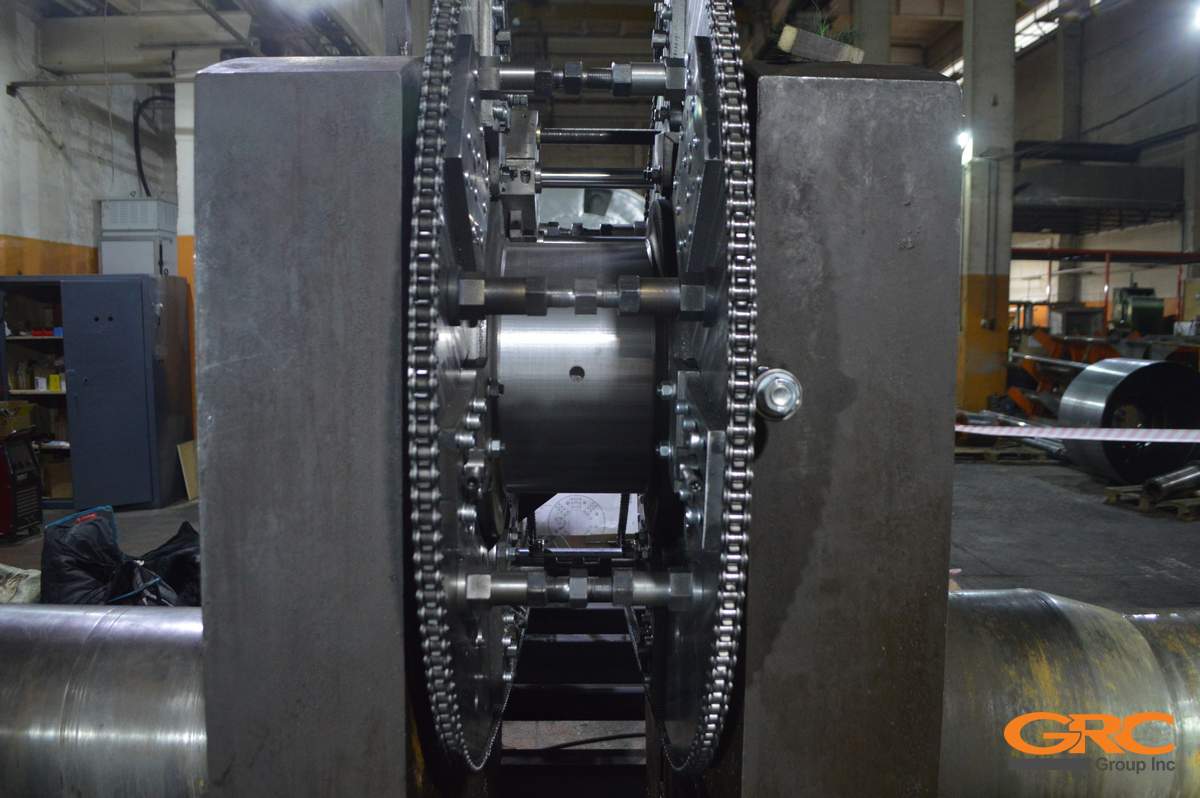
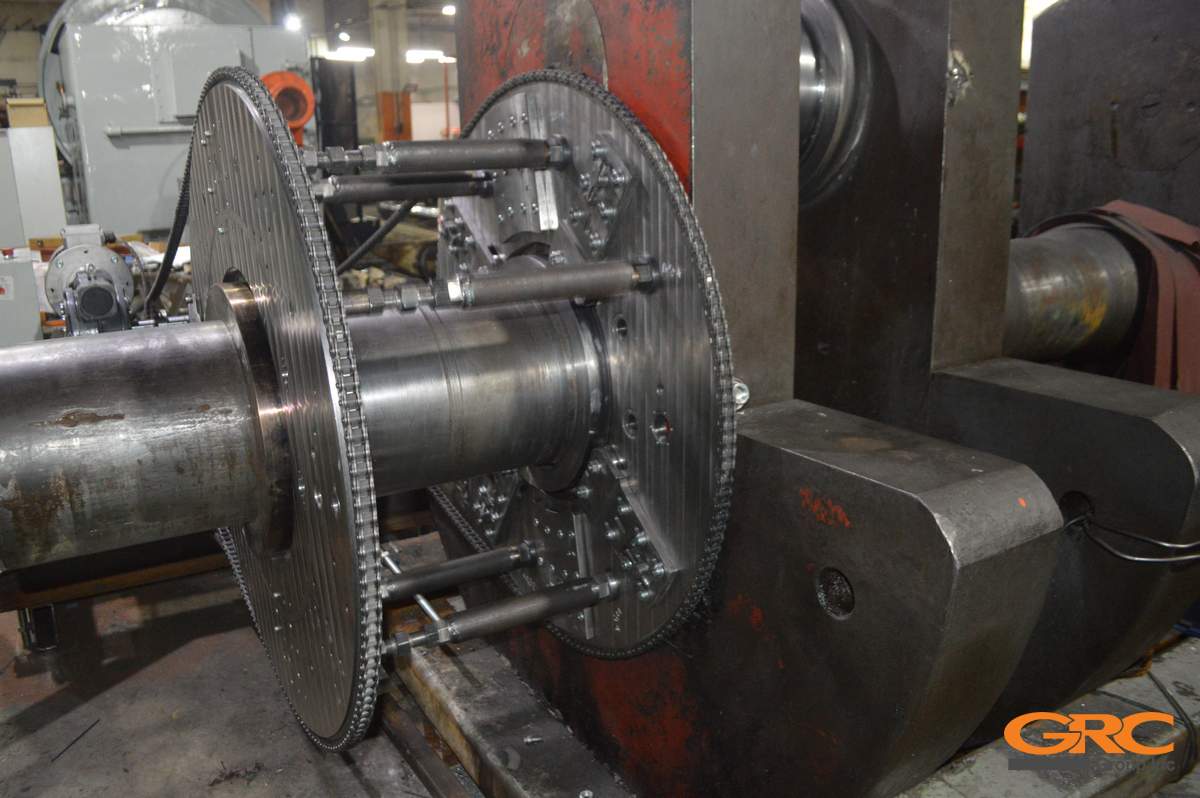
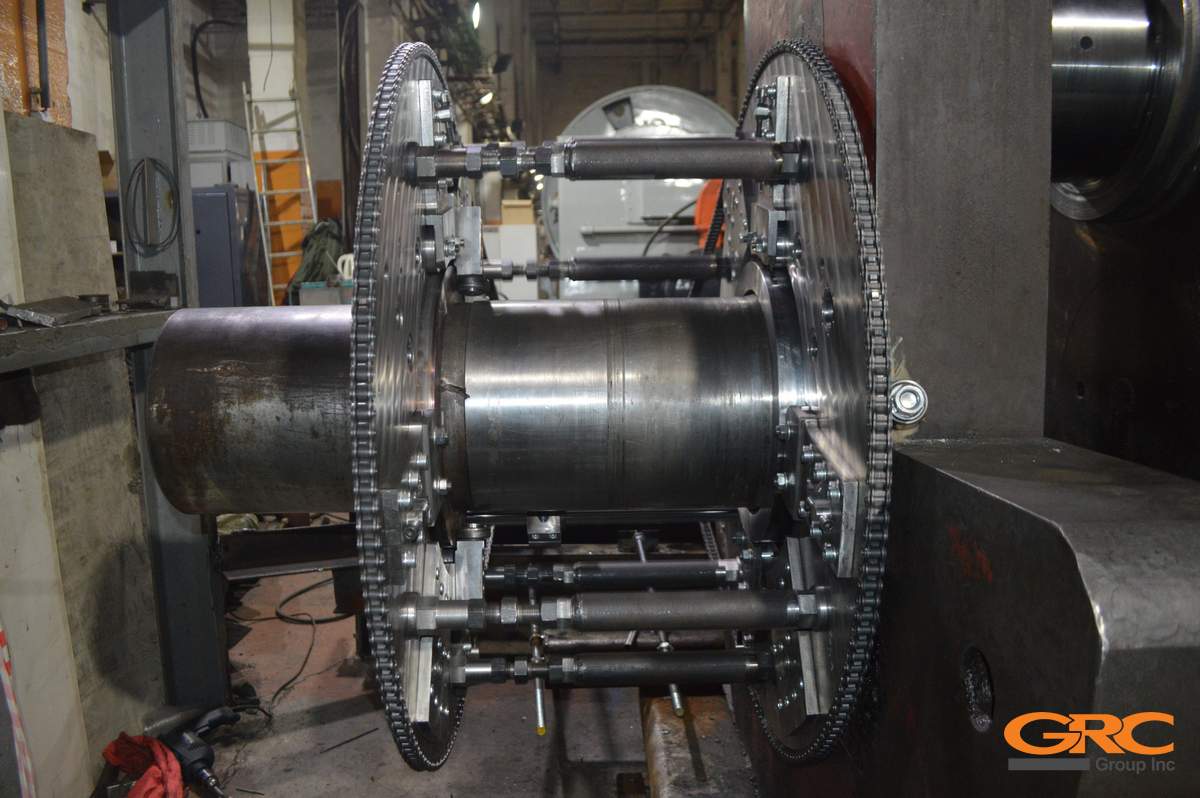
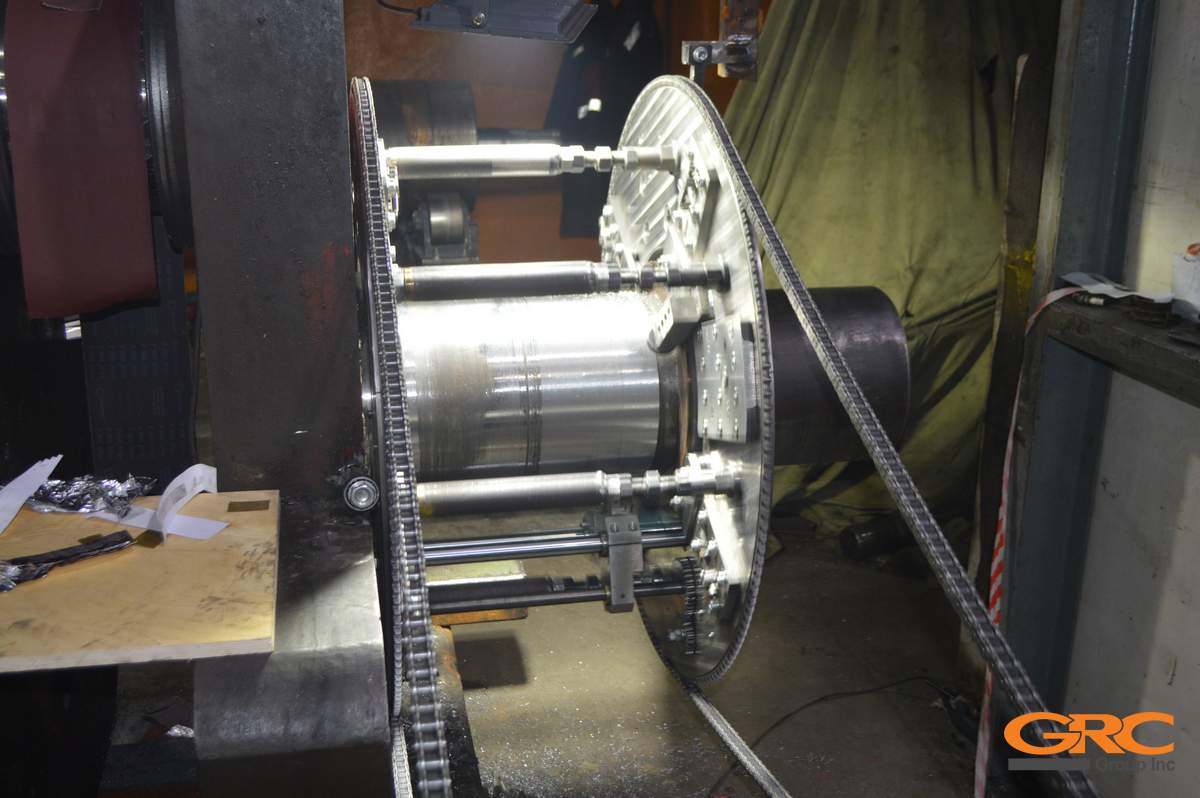
Фотографии процесса мобильной проточки двух шатунных шеек:
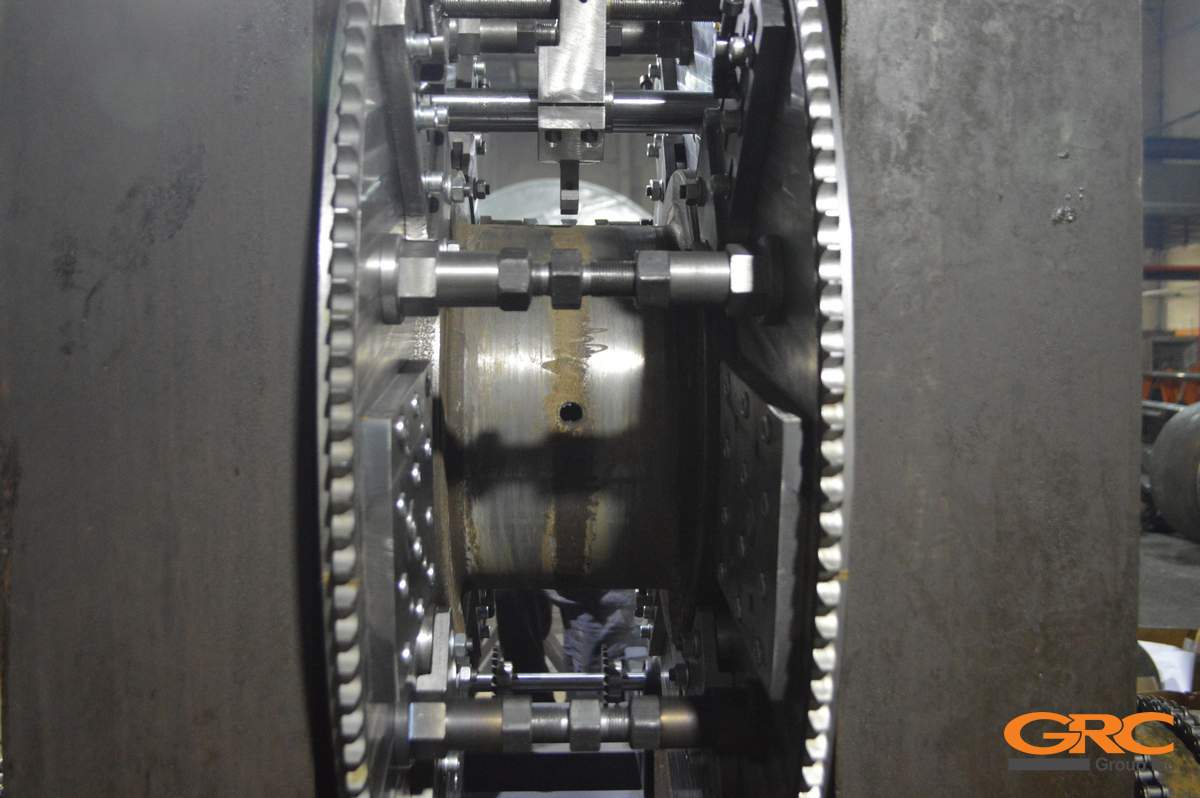


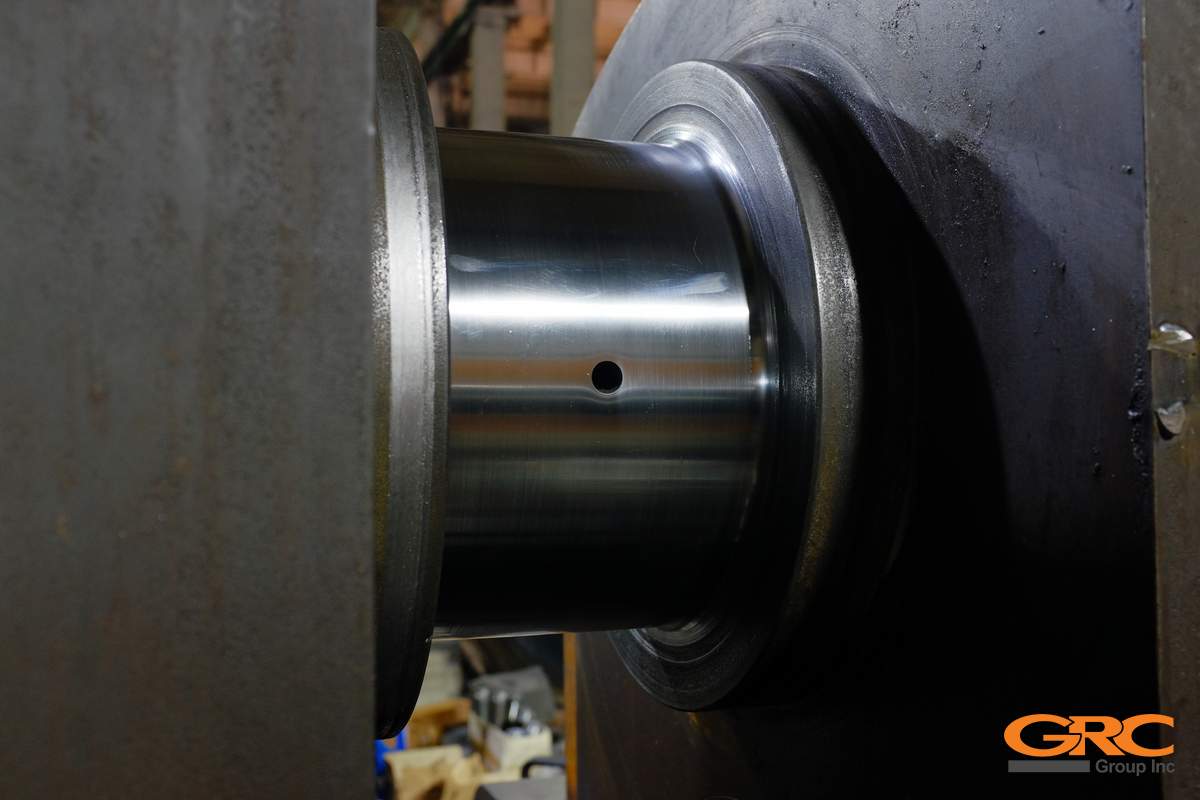
Фотографии процесса мобильной проточки коренной шейки со стороны приводной муфты:

Видео презентация с места мобильной проточки портативным токарным станком на нашем канале:

По окончанию восстановительных работ коленчатого вала стана холодной прокатки труб мы демонтируем мобильный токарный станок и проводим исходящий конструкторский контроль.
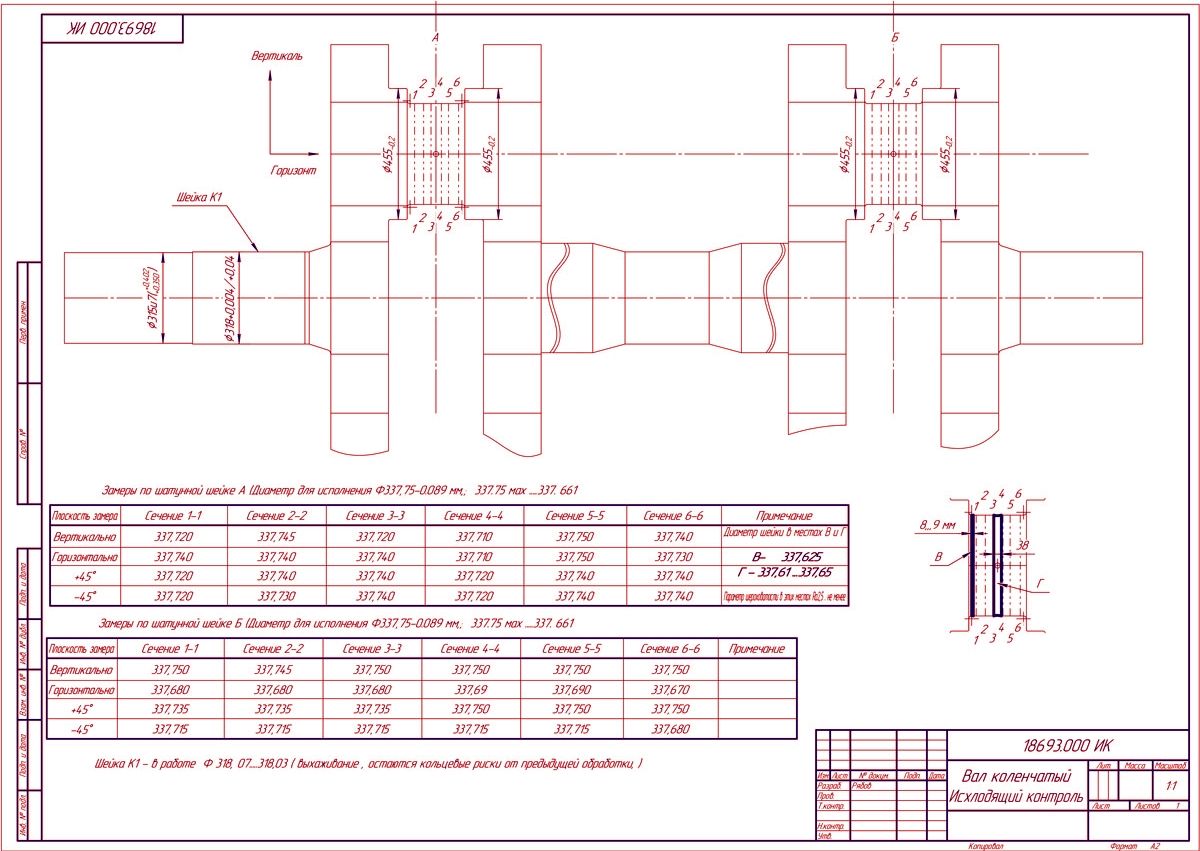
Коленчатый вал стана ХТП-250 трубопрокатного цеха №5 после ремонта мобильно токарным станком: