
")

Принцип действия литьевой машины сам по себе несложен. Сырье которое перерабатывается помещается в бункер, а из него попадает в шнек экструдера. В результате нагрева и постоянного вращения образуется масса, которая впрыскивается в пресс форму. Пресс форма состоит из боковых статичных плит и одной подвижной плиты для формирования различных изделий. Приводится в движение подвижная плита гидравлическим приводом,которая соединена колено-рычажным механизмом с неподвижной плитой. При постоянном цикле работы в основном разбиваются посадочные места. В нашем случае мы будем проводить ремонт посадочных мест на статичной плите ТПА и рычагах от неё, так же изготовим новые бронзовые втулки для рычагов.
Неподвижной плитой будет заниматься наша бригада по мобильной расточке, а на рычагах будем восстанавливать центральные отверстия методом наплавки и расточки.
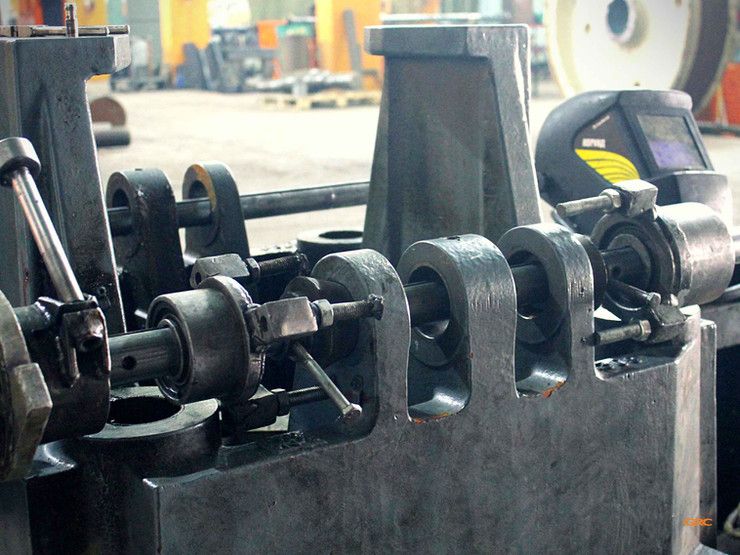

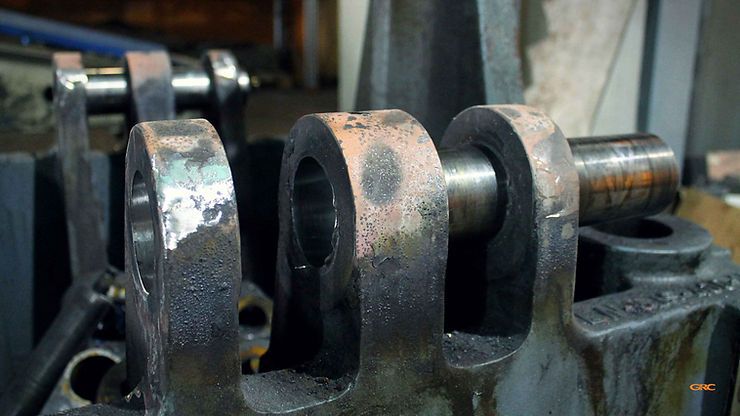
Проушины на статичной плите до ремонта:

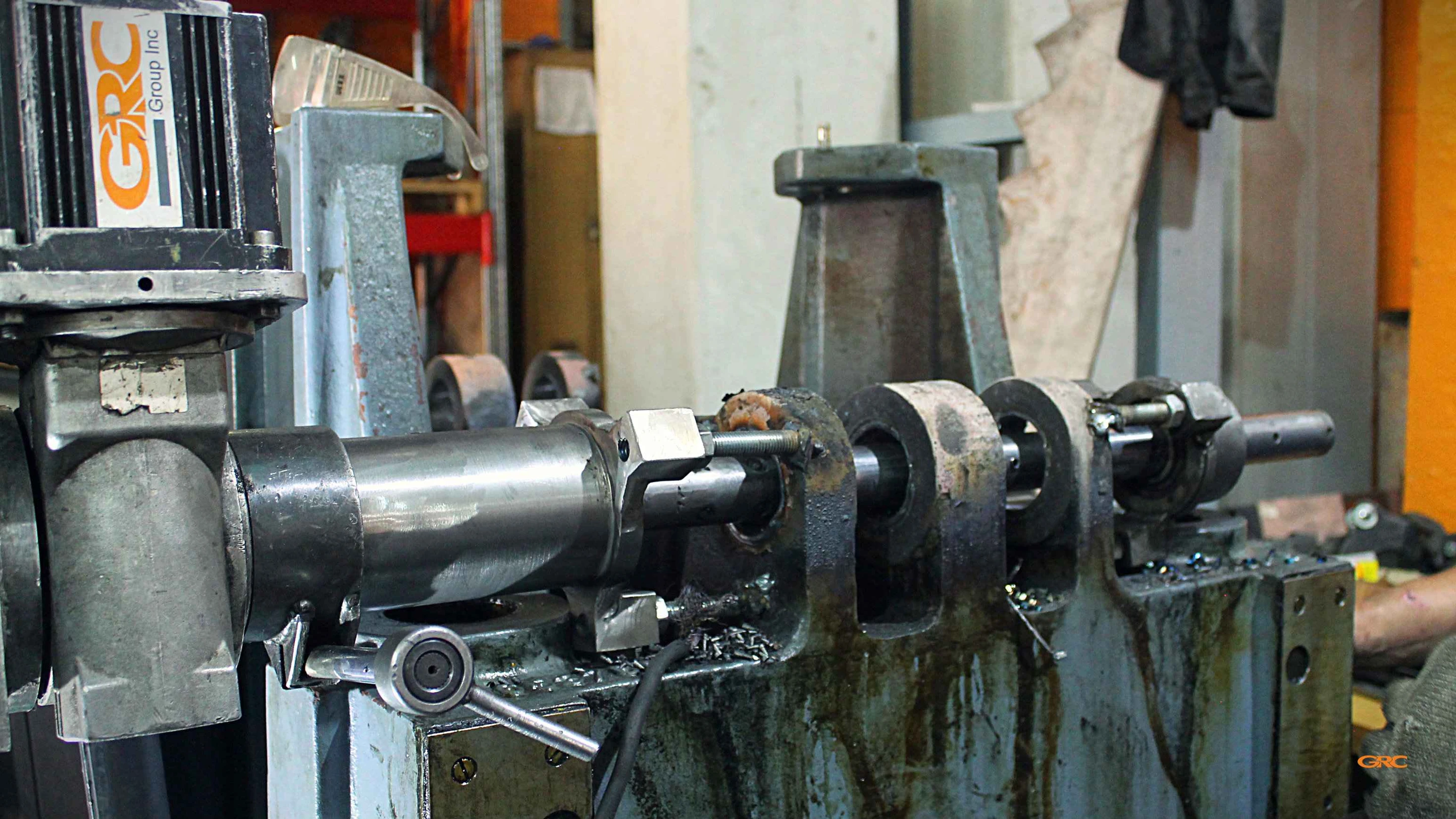
Работу начинаем с расточки проушин мобильным станком. Для соблюдения соосности устанавливаем кронштейны на ось, которая состоит из трех проушин. После устанавливаем блок вращения и штангу для расточки перед наплавкой в больший диаметр. После расточки отверстий наплавляем металл на проушины.
Процесс наплавки мобильным оборудованием:


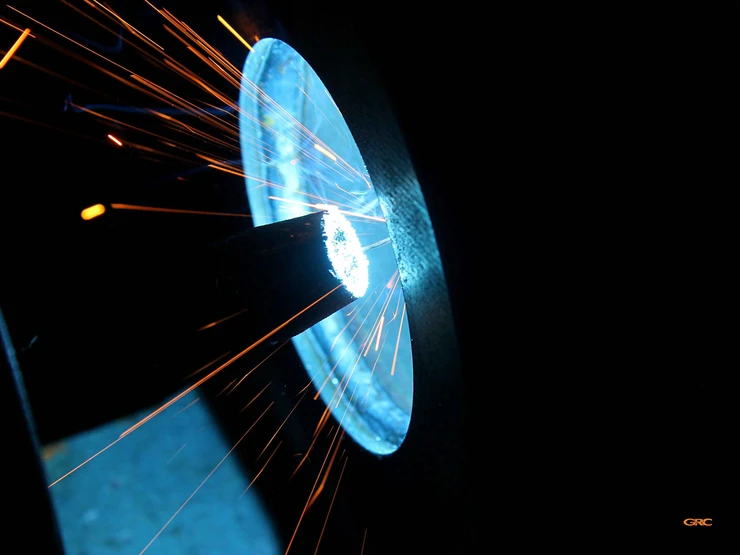



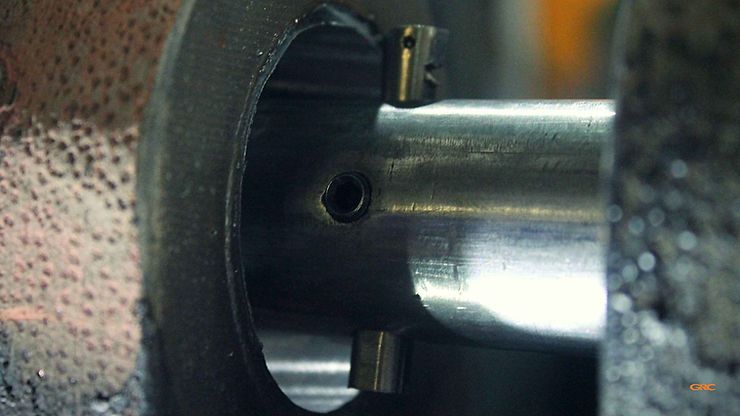
По окончанию наплавки металла на проушины, устанавливаем штангу с резцом и растачиваем в чистовой размер диаметром в 45 мм.

Таким же способом восстанавливаем вторую ось на статичной плите ТПА.
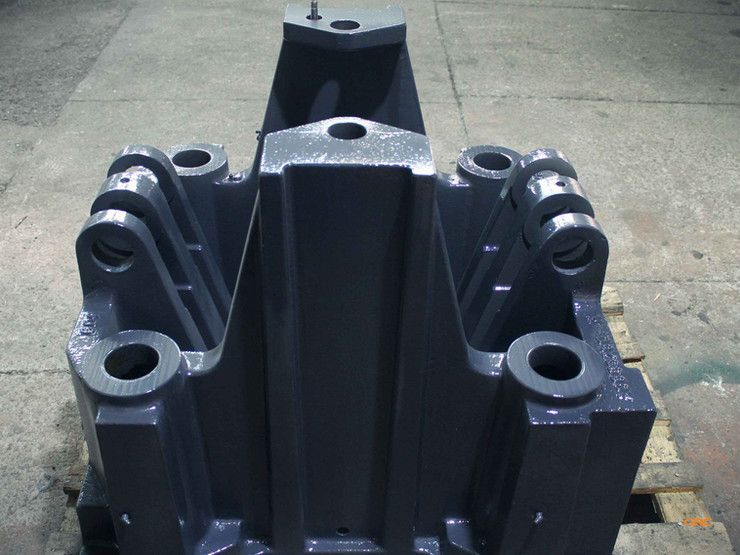
Фотография неподвижной плиты ТПА после расточки:

Во время восстановления проушин под палец на неподвижной плите, наплавляем металл в центральных отверстиях на всех рычагах. После перемещаем рычаги на КРС для расточки отверстий.



Так же в токарном цехе изготавливаем новые втулки с масляными каналами для рычагов диаметром — 76 мм. После втулки переходят на КРС для сверловки отверстий для подачи масла.

По окончанию всех проведённых работ запрессовываем все втулки в рычаги, и проводим покрасочные работы неподвижной плиты и рычагов.
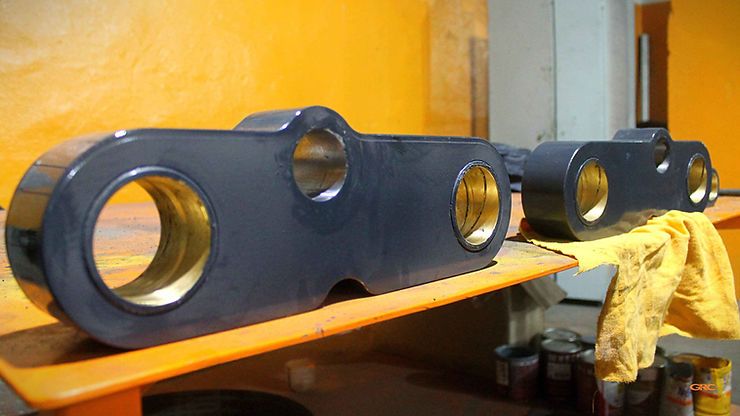
Фотографии неподвижной плиты и рычагов после ремонта:

Примеры наших других работ по ремонту ТПА и коленно-рычажных механизмов


















