
")

21163
В наше производство поступила задача по ремонту шнековых валов.

Параметры оборудования:
Длина 2048 мм.
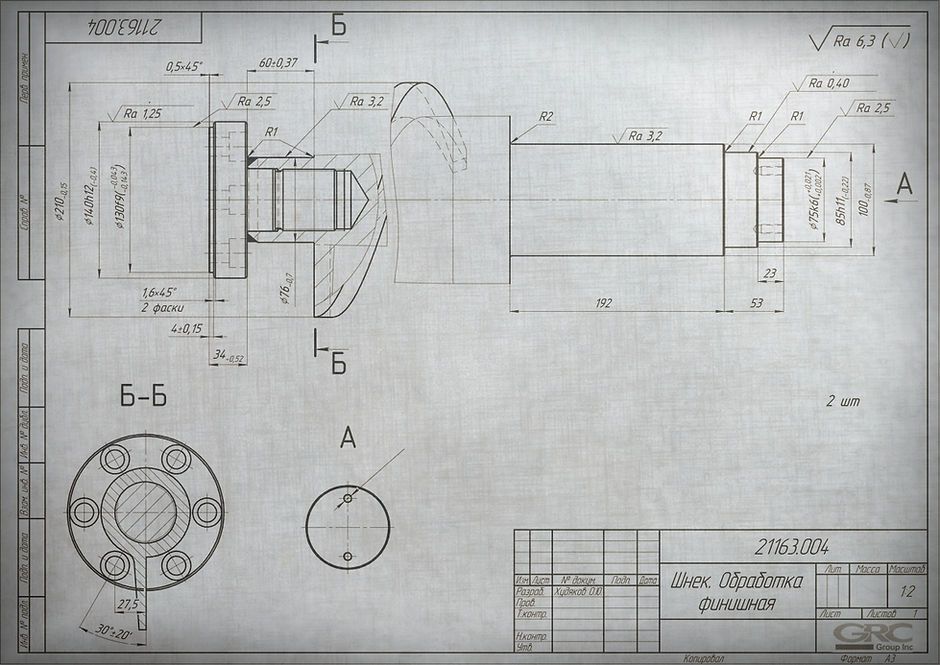
Переходящий диаметр из 210 в 130 мм.
На поступивших шнеках изношен внешний диаметр витков, посадочные места хвостовиков, деформированы фланцы.
Ремонт шнековых валов выполняем по этапам:
— Первым этапом прорабатываем конструкторскую документацию;
— Изготавливаем специальную оснастку для установки вала под люнет;

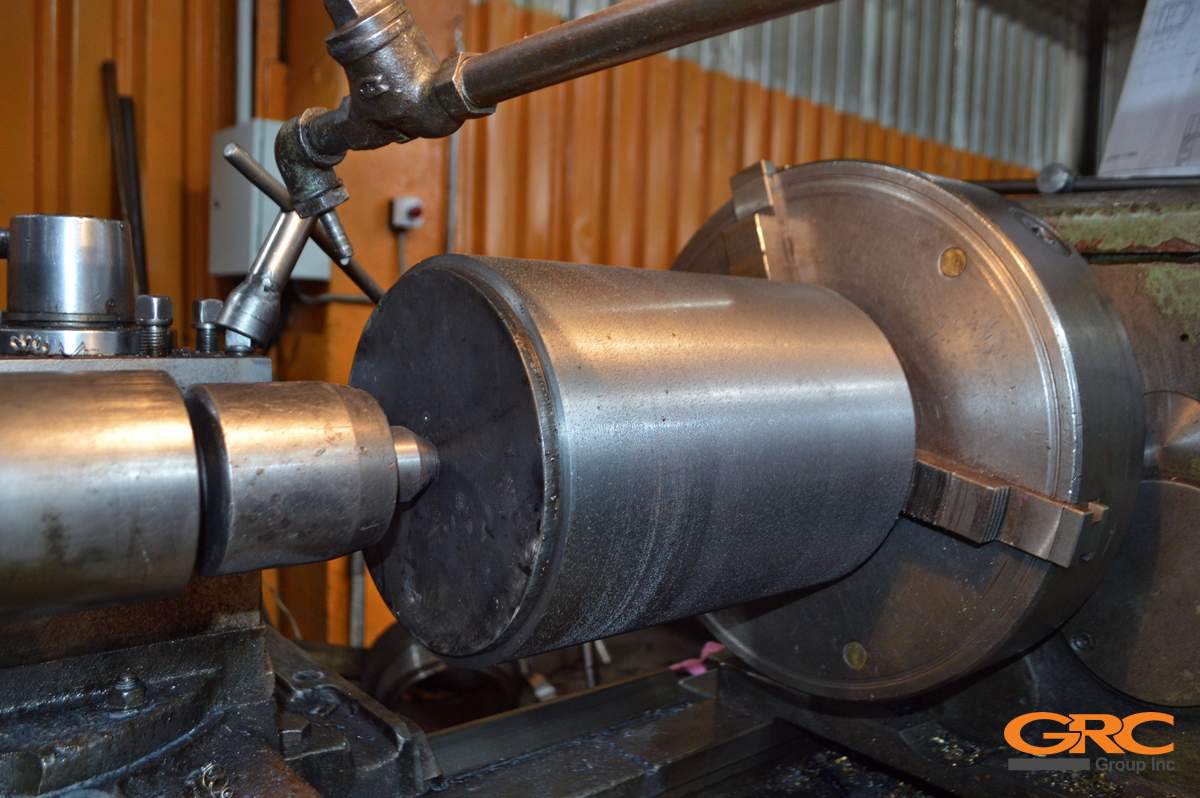
Устанавливаем шнековые валы на токарный станок и протачиваем посадочные места хвостовиков в черновую, затем шлифуем витки, создавая технологическую базу под наплавку;


— Следующим этапом ремонта шнековых валов растачиваем торцевое соединение под фланец и нарезаем резьбы;

— Изготавливаем новые технологические фланцы на резьбовом соединении и монтируем их;



— Подбираем сварочный материал, наплавляем подготовленную поверхность и обвариваем места стыков;



— Затем устанавливаем вал на токарный станок и протачиваем посадочные места хвостовиков в заводской размер;

— Шлифуем конусный диаметр витков в заводские параметры, восстанавливаем торцевую поверхность;

— Финальным этапом ремонта шнековых валов проверяем соответствие выполненных диаметров, красим и отгружаем заказчику.
Чтобы узнать стоимость и сроки ремонта, а также ознакомиться с другими готовыми решениями, переходите в наш каталог типовых услуг по ссылке.
Шнековые валы после ремонта:




Примеры других работ по ремонту и изготовлению транспортировочных шнеков


















