")

17267
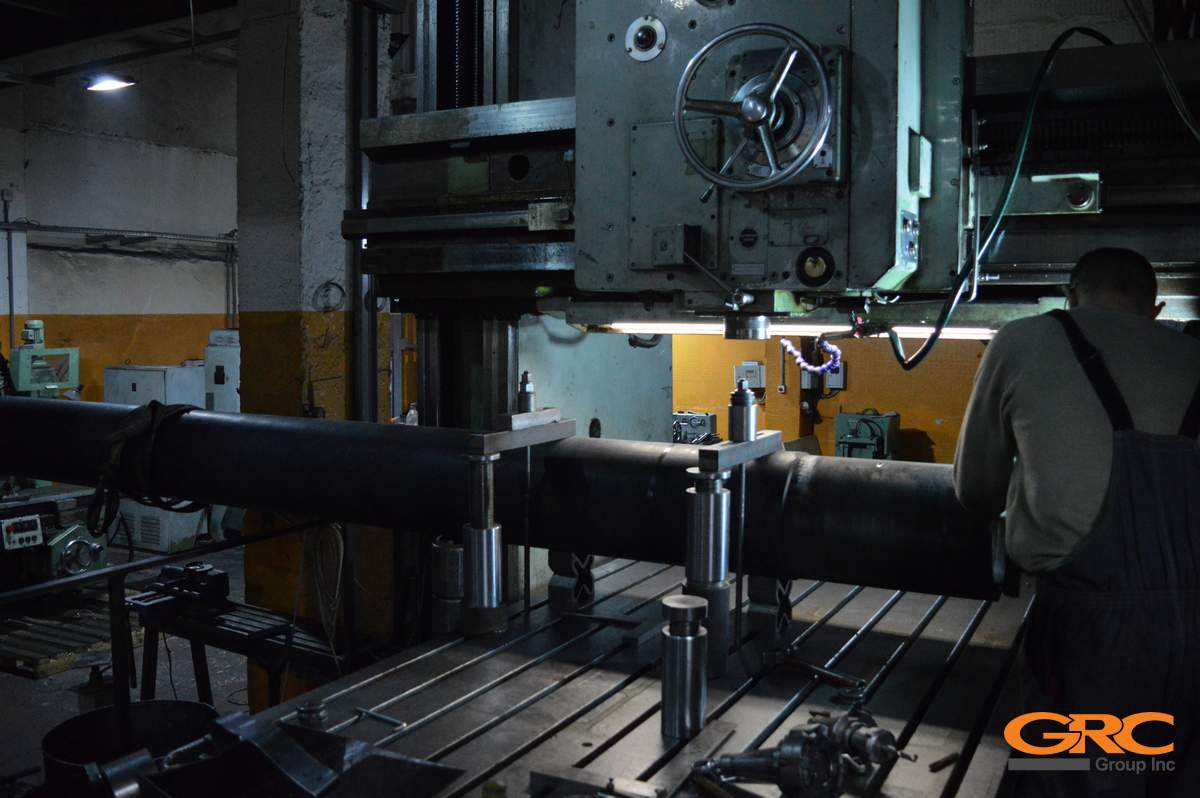
В наш опытно-механический цех поступил обрезиненный вал прессовой части.
С одной стороне вала на цапфе образовался критический износ, с другой части сломана в области шейки.


Замену цапф обрезиненного вала выполнили по этапам:
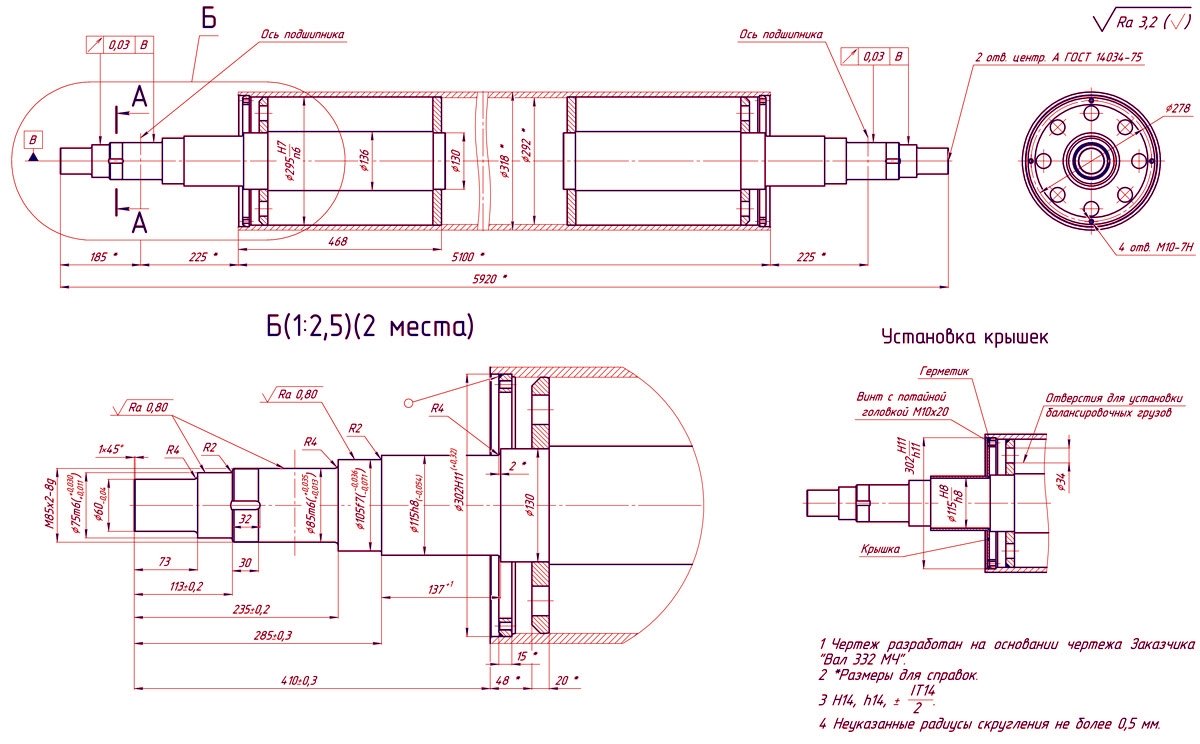
— Прорабатываем конструкторскую документацию ремонта;

— Поочередно срезаем сварные швы и выпрессовываем поврежденные части хвостовика при помощи специальной оснастки;


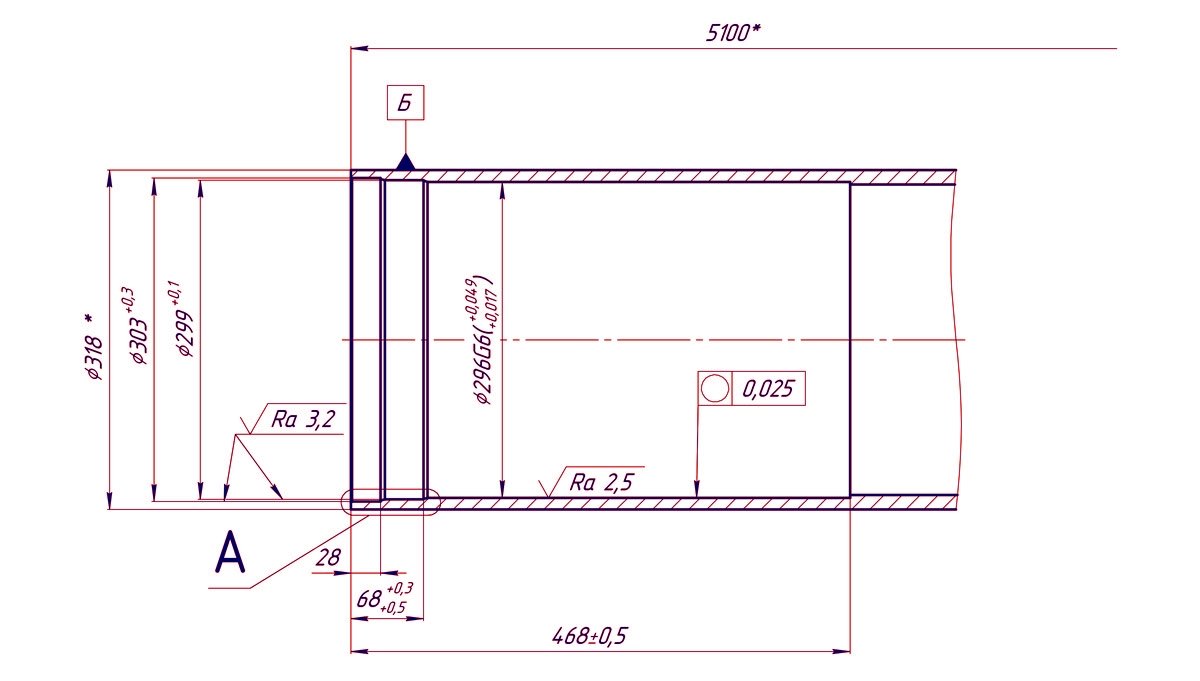
Устанавливаем на токарный станок ДИП-500 и растачиваем основание под новые цапфы;



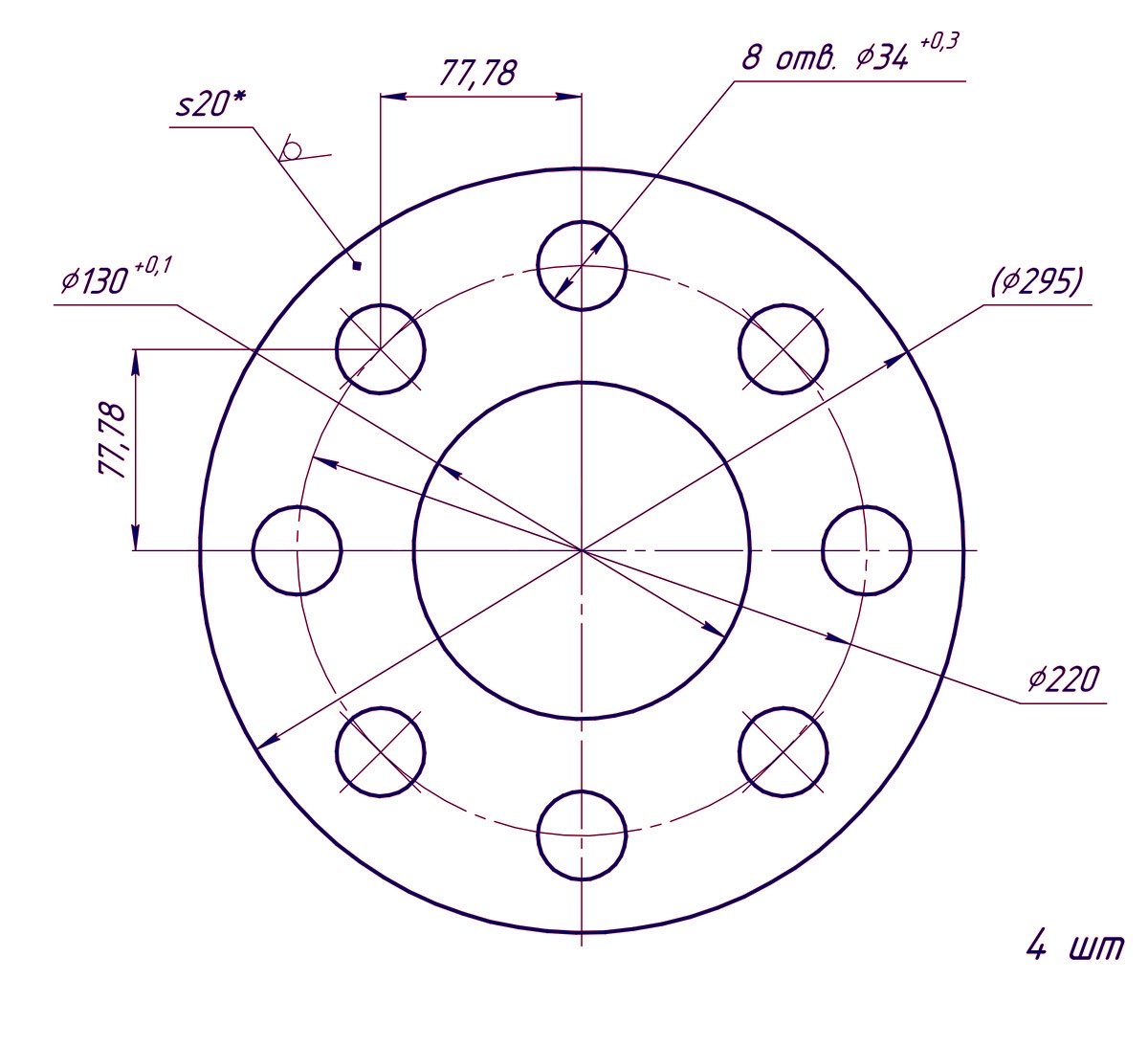
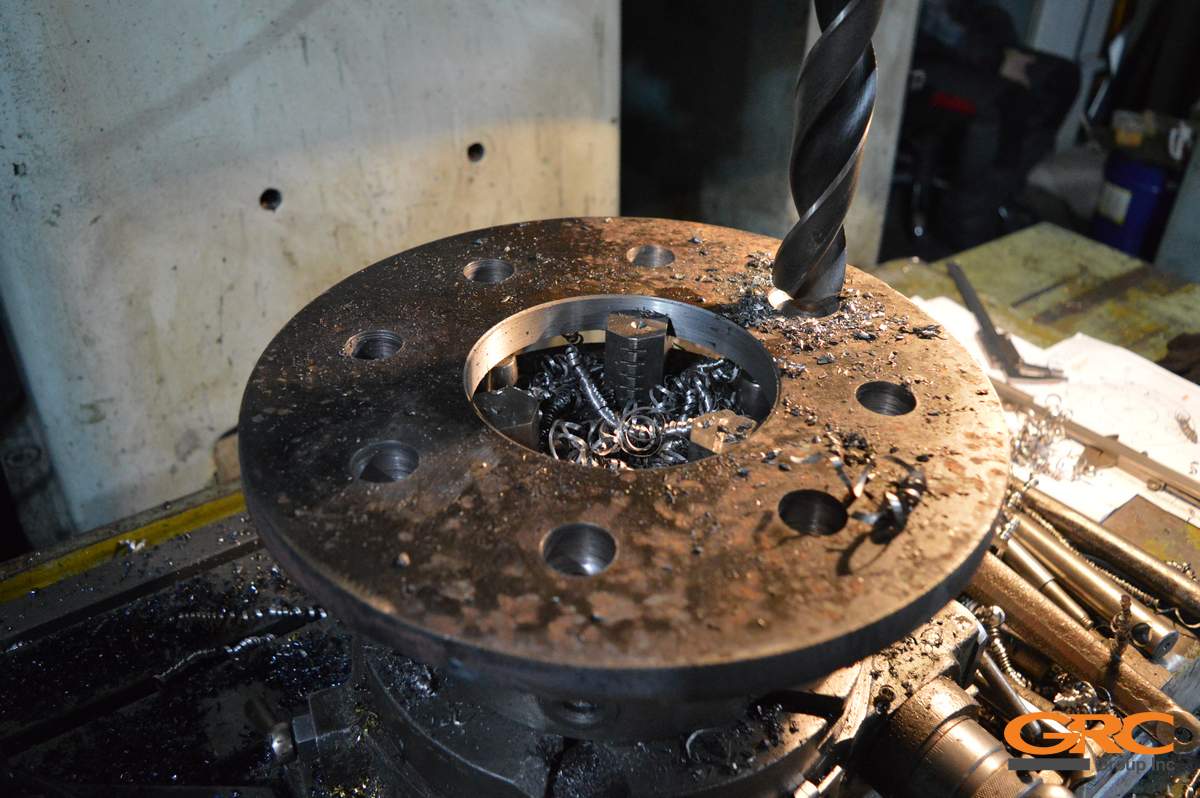
На станке плазменной резки изготавливаем новые диски и кольца, на дисках сверлим отверстия установки балансировочных грузов;

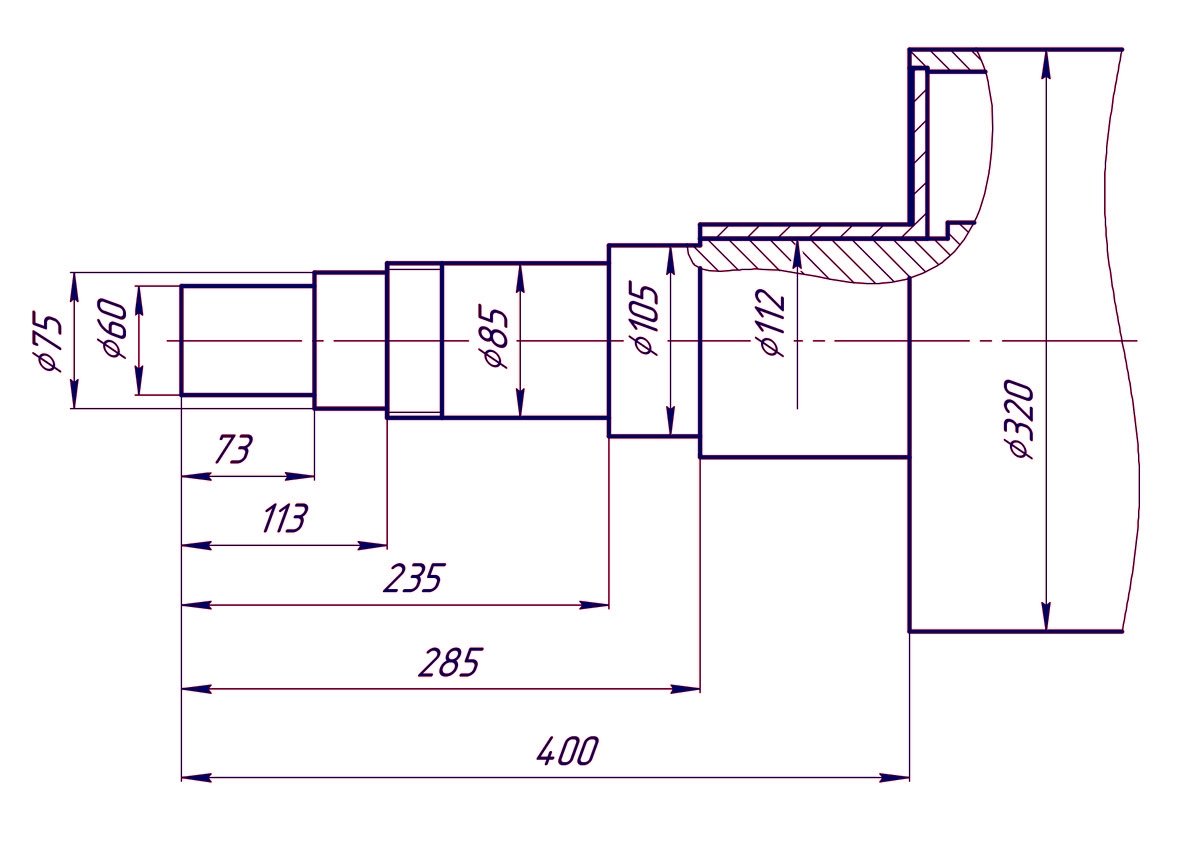
Следующим этапом изготавливаем новые цапфы с припуском;


Привариваем диски в основание, а затем запрессовываем цапфы;


Завершающим этапом замены цапф обрезиненного вала – протачиваем хвостовики в чистовой размер согласно чертежу;




На координатно-расточном станке изготавливаем шпоночные пазы и отгружаем вал заказчику